Abstract. In an effort to reduce volatile organic compound (VOC) emissions within our environment, policymakers have encouraged and/or mandated that electronics manufacturers change from alcohol-based VOC-containing fluxes to water-based VOC-free flux alternatives. As a result, the use of VOC-free fluxes is growing throughout North America, Asia and Europe.
The purpose of this study is to explain several factors relating to the use of a VOC-free flux in the soldering process and their impact on testing and product reliability. These factors include; the effect of varying types of acids used in flux formulations and their impact on Ion Chromatography (IC) and Surface Insulation Resistivity (SIR) test results and weak organic acids (WOA) solubility and their influence on the electrical integrity of assemblies. This paper shall provide valuable insight into the outcome of acid-solvent interactions.
The transition to VOC-free fluxes from alcohol-based fluxes can be a challenge and may require several changes in the assembly process. Compounding these challenges is the increased use of lead-free alloys with the looming expiration of the RoHS exemptions. Additional pressure has been placed on solder flux manufacturers to meet the newer, more restrictive ionic test requirements and updated SIR test criteria. AIM Product Development Group’s study consisted of using several organic acids, each individually incorporated into both a generic VOC-free and a generic alcohol flux base. Half the test boards were sent out for IC testing per IPC-TM-650 2.3.28 to determine the level of WOA. The other half were sent for SIR testing per IPC 2.6.3.7. The fluxes were also run on a wetting balance to determine solderability differences. The test results of the alcohol-based fluxes were not included in this study.
Additional important considerations related to VOC-free fluxes addressed in this paper include wetting characteristics, organic solvent characteristics, the importance of a flux’s collapsing foam head, issues related to corrosivity, shelf life, manufacturability, handling and storage. All of the aforementioned issues were taken into consideration when developing the flux base for this study.
Introduction. Flux characterization has become increasingly critical as technological advances such as decreased board space and ultra-fine components make their way into mainstream electronics technology. IC testing has become the preferred method for determining WOA levels that rely on solvent extracted from circuit boards. The IC test method is considered more accurate compared to Ionographs, Omega meters, and other types of solvent extract methods. Both IC and the earlier test methods are based on a DI/IPA water solvent for extraction. The weakness of these earlier methods is that they have only reported conductivity of the extract solution as NaCl equivalents.
Further confounding the issue is the lack of industrial standard for take action levels (TAL) for the presence of WOA. TAL criteria can vary from lab to lab and customer to customer. For example, some laboratory ranges are 40 -120 micro-grams/sq. inch for through-hole boards while other customer specifications range from 150 -200 micro-grams/sq. inch.
Study. In light of these uncertainties, AIM has undertaken an in-depth study to further examine the accuracy and validity of WOA testing and to attempt to correlate test results with reliability relative to existing testing requirements.
A flux was made with a single acid and applied at an elevated rate (much higher than any recommendation) combining two different solvent bases (one water base, one alcohol base) with each of the following acids:
-
2% Acid A
-
2% Acid B
-
2% Acid C
-
2% Acid D
-
2% Acid E
Application Method/Materials. B24 SIR coupons were prepared according to IPC TM 650 2.3.3.7. The flux was applied using micropipettes on the comb pattern only. A total of 4400 micro-grams/sq. inch of flux was deposited using all four of the comb patterns of each board. The boards were weighed to confirm the mass of flux applied.
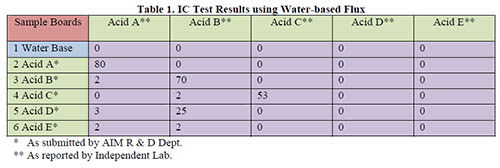
One board of each combination was sent to an independent lab for IC testing for the presence of WOA, both type and concentration. The boards were processed in DI/IPA solvent extract and then tested with IC to determine the WOA levels. As the entire board was submerged in the solvent extraction, there is a dilution factor to account for the entire board volume. The actual area of the comb pattern where the flux was applied was 700-750 micro-grams/sq. inch, however, this dilutes to 125 micro-grams /sq. inch when factoring in both sides of the board at a total of 35 square inches.
As evidenced in Table 1, the results from the extract testing (taking into consideration the board dilution factor) did not detect all the acids or an accurate concentration. Furthermore, the readings varied from one acid to another. This is easily attributed to the varying solubility of the acids in the DI/IPA solution.
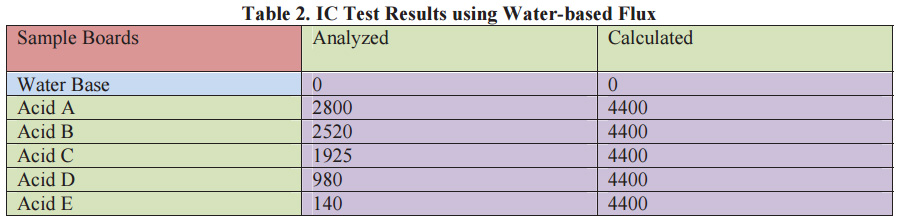
Based on the foregoing information, the total content of the flux on the boards is revealed in Table 2.
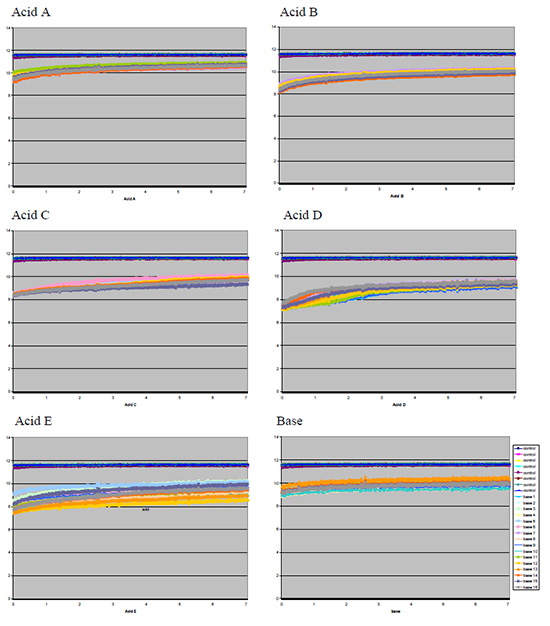
Subsequent tests were run on the balance of the B24 coupons according to SIR IPC TM 650 2.3.3.7. The SIR tests yielded the following results.
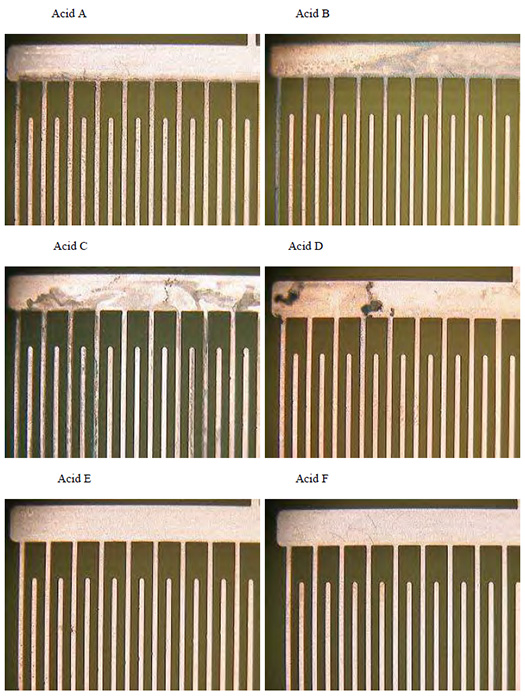
Corrosion was also investigated. Results for each board are pictured below.
The wetting rating used in the corrosion test was based on three factors:
-
Visual, even uniform solder on coupon
-
(Tb) time to balance or time to cross
-
(Tf) total wetting force
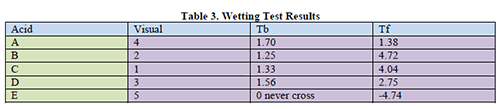
Based on the Table above, of the five acids tested, two failed electrical but recovered while three passed electrical. In regards to corrosion, three failed and two passed.
Conclusion. As applied, the concentration of the five acids on the comb pattern far exceeded any standard acceptable levels of WOA, yet IC was unable to detect them in the correct amount or unable to detect them at all. A major flaw in the current WOA test method is the solubility of acids in the solution. The DI/IPA solution does not always remove all of the acids which can skew concentration results. Additional variability is introduced as board area can give a false lower reading due to an area dilution. The impact from board type, materials and process variables will also influence the results, i.e. if there is a high surface area that can absorb the flux or if a board runs in a pallet. Moreover, specific acid types do not seem to affect electrical or corrosive behavior of the flux as evidenced in this study.
WOA limits should never be used to compare similar fluxes for reliability. SIR electromigration and corrosion testing needs to be performed. AIM recommends testing flux in a dried raw state to establish if flux properties are acceptable. This is especially critical in a high-density selective soldered assembly. A WOA test is an indicator of process reproducibility but not necessarily accurate enough to predict electrical failures or product reliability.



