 Solder is a combination of metals that form an alloy with a melting point lower than any of the individual combined elements.
Solder is a combination of metals that form an alloy with a melting point lower than any of the individual combined elements.
In the process of alloying, the metals are added and melted together and then cooled to a predetermined point above the melting point of the alloy. In the case of electronic-grade tin-lead (Sn63/Pb37) bar, this would be a point above 183°C (361°F) and for a leadfree alloy such as SAC305 (Sn96.5/Ag3.0/Cu0.5) it would be a point above 217-219°C (423-426°F). When an alloy is melted, the surface of the alloy is exposed to air. This interaction of the air on the alloy surface forms an oxide layer called dross. The density of the dross and the alloy are very similar, which causes a slow separation of the two. Typically, dross is not related to impurities but is more related to oxidation rates (although some impurities such as aluminum (Al) and zinc (Zn) do increase dross rates due to their rapid oxidation). Most impurities that are within the limits specified by IPC-J-STD-006, however, are found to be acceptable for normal soldering and do not result in dross formation.
What Causes Some Bar Solders To Dross More Than Others? It is common for some companies to use recycled metals in the production of their bar solder. This does not necessarily mean that this bar is of poor quality. However, due to poor refining practices in the past there is a common belief that the use of recycled metals in bar solder is not acceptable. A common problem stemming from the use of recycled metals is that after the process of chemically removing impurities, the chemicals or oxidized metal that are created in this process are not fully purged. Chemicals such as sulfur (S), chlorine (Cl), phosphorous (P) and sodium salts are often used in this process, and if not properly removed, these will remain in the alloy through the bar manufacturing process. These chemicals then can inhibit dross separation rates and cause the dross to be marbled into the bar during casting. This will yield a high dross content bar. Some bar manufacturers will add an electroplating step in this recycling process. Although this process will lower impurity levels, as stated above this does not guarantee a low dross bar.
Contrarily, some bar solder manufacturers will use only “virgin” metals in their bar solder production. In the case of Sn63/Pb37, this means buying pure tin and pure lead (and pure antimony if this addition is required) and then alloying these together. For a lead-free alloy like SAC305, pure silver and pure copper would be combined with pure tin to create the final alloy. In theory this should yield a high-quality bar. Then why doesn’t this process always yield a low dross bar? As stated above, dross comes from metal oxides, not impurities. Sometimes manufacturers of tin and lead may produce “virgin” materials that contain high oxide levels. These oxides have to be removed in the alloying process. If not properly removed, these will yield dross characteristics equally poor to those of poorly handled recycled alloy.
Dross Reduction Techniques. There are two distinct approaches that solder manufacturers take to reduce the dross content of their bar. The first method is to take the final alloy after manufacturing and add “oxygen getters”; the most commonly used is phosphorous (P), which will oxidize and give the appearance of a low dross bar. Unfortunately, there are some problems associated with phosphorous. If the levels of phosphorous are too high, it will cause dross to cling to iron parts and often will cause pumps or wave baffles to plug. Also, if the solder is not replenished often, the phosphorous may be removed from the pot during dross removal, minimizing the intended dross-reduction effects. A more serious problem results from the fact that phosphorous is not easily analyzed for and is readily oxidized out of the solder pot. This can yield an uncontrollable limit over time as related to the chemistry of the solder joint being formed. Ackroyd and MacKay1 have shown that solder pots with phosphorous levels above .01% can cause dewetting and cracked solder joints, which can lead to solder joint failure.
The preferred method to reduce the dross content of bar is to utilize a system that alloys bar without oxide entrapment. The Electropure™ system developed by AIM is a process that eliminates elements that will potentially increase dross formation while reducing suspended oxides in the final bar.
Drossing Rates Comparison. Several electronics manufacturers have performed comparative studies on the drossing rates of competitive bar solders. Below is one such comparison that was performed by a leading multinational telecommunications corporation. The results listed are from the lowest dross generated (best) to the highest (worst):
- AIM’s Virgin Bar Produced With the Electropure™ Process
- Competitor A’s Virgin Bar Produced With Phosphorous
- Competitor B’s Virgin Bar Produced with Dross-Reducing Process
- Competitor C’s Virgin Bar with Dross-Reducing Process
- Competitor D’s Virgin Bar with Dross-Reducing Process
- Competitor E’s Virgin Bar with Dross-Reducing Process
- Competitor F’s Electrolytically Refined Recycled Bar Produced With Phosphorous
As detailed above, drossing rates do not necessarily correlate with phosphorous additions or electrolytic refining.
Nitrogen in Wave Soldering. Atmospheric modification is the process of flooding the process area with an inerting substance such as nitrogen to reduce the oxygen level. This reduction in oxygen results in a decreased formation of dross. Those who have implemented a nitrogen wave solder process have achieved a reduction of dross costs up to 95%2. In addition, the nitrogen changes the surface tension of the solder, which ultimately improves wetting. Typically, the oxygen level in an inerted system is maintained at around 50 to 100 ppm.
The main benefits of inerting a wave soldering process stem from the reduction of dross production. Lowering macrodross production saves money and lessens maintenance requirements. Reducing microdross on the surface of flowing waves improves wetting to the solderable surfaces. Inerting at the site of soldering can be accomplished by diffusing the gas on each side of the flowing waves in an open system, or by installing a hood over the solder pot, which effectively closes off the soldering environment. Some wave solder machines inert the tunnel leading to the solder pot as well, to prevent oxidation from forming on the solderable surfaces during preheating.
Changing Bar Solders. When changing solder over from one brand to another after a pot dump there are a few important steps that should be followed to ensure low dross formation. After the solder has been refilled into the pot, it is important to run the pot for at least 8 hours to make sure the thin skin of oxidized solder that has been left on the pot wall, baffles and pump impeller has been removed by the solder. Turn off the pump and any other device that will cause the solder to be turbulent. Let the pot sit at 370°F for Sn63/Pb37 or 423°F for SAC305 overnight in an undisturbed state. After an 8 to 16 hour time period, remove the dross from the material that has been mixed into the solder from the changeover. Following this, restart the process and continue normal soldering procedures.
Dross Troubleshooting. The quantity of dross is affected by several process variables. Excessive dross will be formed any time excessive surface turbulence occurs. This can result from a bolt missing from a baffle, worn pump shafts, excessive wave heights, etc. Furthermore, the use of the chip wave often results in excessive drossing. In order to minimize dross formation, molten solder should be maintained in a placid state and turbidity should be minimized whenever possible. In addition, make certain that the wave is running in standby mode if so equipped (wherein the wave is running at full velocity only as more assemblies approach and pass over the pot).
The higher your solder pot temperature, the higher your dross level. In general, the pot temperature range should be 480° to 490°F, with a maximum temperature of 500°F for Sn63/Pb37. A similar temperature range applies for a lead-free alloy such as SAC305, however in some applications pot temperatures as high as 520°F have been used to improve topside hole fill. Above these points drossing will often increase rapidly; however, by reducing the temperature too much, soldering results (top-side fill, bridging, etc.) may be compromised.
Conclusion. Although utilizing a low impurity level bar solder is important for a wave soldering operation, this in itself does not ensure a low drossing process. In addition, electrolytic refining is a costly manufacturing process that does not necessarily improve soldering results or reduce drossing. Drossing, rather, is the result of suspended oxides in bar solder that come in contact with air during the wave soldering process. Bar solder oxide levels may be reduced either by the addition of “oxygen getters” such as phosphorous or through the use of advanced production processes. Due to the negative and inconsistent results of phosphorous in a wave soldering operation, the most consistent wave soldering results and lowest drossing rates are achieved with bar solder produced with a system that alloys and manufactures bar without oxide entrapment.
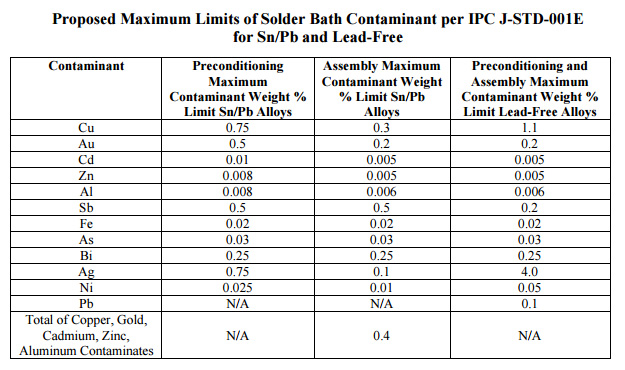
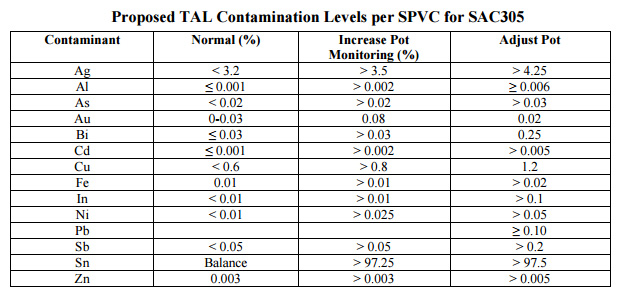
Solder Pot Contamination. If a solder pot is out of specification on elements some corrective action generally needs to be taken in order to avoid soldering problems and potential defects. To maintain solder purity, a program of regularly scheduled pot analyses is recommended. The following list of elements is listed with proper limits, corrective action and possible source of contaminant.
*When precipitating copper from a pot make sure the pot is stagnant and is undisturbed for at least 8 hours.
Tin levels will typically drop over time. ±1.5% of the nominal tin content is acceptable. To raise this level, calculate the weight in your pot times the analyzed percentage. This gives the actual weight of tin. Take the weight of solder held by the pot and multiply it by .63; this is the amount of tin that should be in the pot. Subtract the analyzed weight from the theoretical weight. This is the amount of tin needed in the pot. Remove 15% more solder than this and add the calculated amount of tin. Top off the pot with bar solder.
1. “Contamination of Solder Baths: Influence on Wetting Properties of Some Impurities”, Ackroyd and MacKay, Tin Research Institute, Greenford, Middlesex, UK
2. Air Products and Chemicals, Inc. website cost of ownership study: http://www.airproducts.com/electronics/microelectronics/matrox.htm



