Abstract. The drive to reduced size and increased functionality is a constant in the world of electronic devices. In order to achieve these goals, the industry has responded with ever-smaller devices and the equipment capable of handling these devices. The evolution of BGA packages and leadless devices is pushing existing technologies to the limit of current assembly techniques and materials.
As smaller components make their way into the mainstream PCB assembly market, PCB assemblers are reaching the limits of Type 3 solder paste, which is currently in use by most manufacturers.
The goal of this study is to determine the impact on solder volume deposition between Type 3, Type 4 and Type 5 SAC305 alloy powder in combination with stainless steel laser cut, electroformed and the emerging laser cut nano-coated stencils. Leadless QFN and μBGA components will be the focus of the test utilizing optimized aperture designs. The test procedure will evaluate pause-to-print and volume transfer efficiencies on twenty boards over an eight hour period. A concurrent study utilizing the same boards will evaluate the impact of powder particle size on voiding of QFN ground pads testing eighteen different aperture designs.
Introduction. With components such as QFNs, μBGA and 01005 passive devices with small lead areas and corresponding pad geometries, it is possible that Type 3 solder paste is too large to permit accurate and repeatable solder paste deposition. This issue impacts all facets of the manufacturing process, not limited to which solder paste should be used when assembling PCB utilizing these components.
1) Paste Printing - It has been a held assumption that the smallest aperture a solder paste can pass through repeatedly is five times the largest sphere size of the metal powder. In Type 3 powder the average sphere size is 45um with allowances to 53um. Theoretically, an 8.9 mil aperture is the minimum aperture that can be printed with Type 3 solder paste.
2) Stencil Design - There are myriad aspects when considering the proper stencil design for a given assembly. For the purposes of this experiment, the goal was to keep the variables to a minimum in order to ensure the results obtained reflected the aspects under our control.
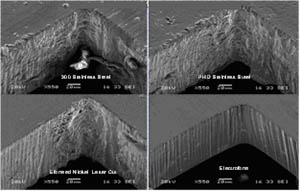
Electroformed nickel stencils (e-form) are considered the most capable available technology. They provide the taper, wall smoothness and lubricity that lend to the best paste release characteristics. However, they are significantly more costly than traditional laser cut, electropolished stencils and may not be as readily available.
“Laser-formed” stencils are a relatively new option. These stencils are cut using upgraded lasers in combination with high nickel content foil materials. They represent an improvement over standard laser cut stencils at a lower cost than e-form. These two technologies were utilized in this experiment.
Finally, an emerging technology termed “nano-coating” has been made available in some markets. This technology and process are largely proprietary, but the process is described as follows: “After the brushing and cleaning operation the laser cut stencil runs through a special designed coating machine. The inorganic coating is dissolved in a very environmental friendly solvent. The constant thickness of the nano coating is the key technology of the coating process. In a continuous furnace the coating is dried out, and a multiple stage heat treatment polymerizes the dry inorganic layer. In the same equipment a chemical reaction with an organic chemical is carried out to provide the hydrophobic anti adhesion properties.”1
The main function of the coating is to reduce the surface tension between the paste and the stencil material. A reduction in surface tension creates a non-stick surface, facilitating better paste release, resulting in more consistent paste volume deposits and less residual paste in the aperture, thereby aiding in volume deposition accuracy in subsequent print cycles.
A stencil identical to the laser formed stencil was nano-coated using Laser Job in Germany and included in the experiment.
Stencil Specifics:
PHD stainless steel
Thickness tolerance is +/- 3 or 4% Hardness is 370 HV min Flatness: max edge wave 1.5mm and max centre wave 0.50mm Grain size is typically 10-25 microns
A fiber diode type laser was used to cut the stencils.
Gantry Style Motion System:
Resolution 10 nanometer,
Repeatability .5 micron
Operation and Connections:
Auto-focus
Laser:
150W fiber laser system, air cooled
Permanent align beam delivery
Compressed air cutting
Class I laser system
The experiments were conducted at AIM Montreal Production Simulation Facility.
Equipment Utilized:
DEK 265 GS, Quad QSP IV, Heller 1500, Koh Young SPI - KY3020T
Lab Process:
Temp : 22-23°C
Rh: 24-26%
Squeegee: 12 inches
Squeegee pressure: 0.8 lbs
Speed: 1 inch/sec
Materials Utilized:
No Clean SAC305 T3 Solder Paste A
No Clean SAC305 T4 Solder Paste B
No Clean SAC305 T5 Solder Paste C
No Clean SAC305 T3 Solder Paste D (modified for better printing)
No Clean SAC305 T3 Solder Paste E
BGA Stencil
Laser Cut 5 Mil
QFN LGA Stencil
Laser Cut 5 Mil
Electroform 5 Mil
Nanocoat 5 Mil
Nanocoat Laser Cut 5 Mil
Proprietary Coated Laser Cut 5 Mil
Typical Laser Cut Stencils
Round BGA Aperture, 20mil pitch / 10 mil pad
Width (x) 0.254000mm
Length (y) 0.254000mm
Area 0.0354838mm
Square BGA Aperture
Width (x) 0.254000mm
Length (y) 0.254000mm
Area 0.0645160mm
Test Method
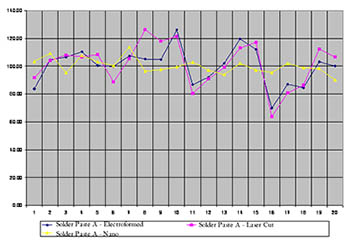
The test method was developed to simulate a low-to-mid volume production environment with pauses between print cycles at regular intervals. Volume and height measurements were taken immediately following completion of printing of the test board.
Boards 1-5 were printed and measured, the process paused for 30 minutes. Boards 6-10 were printed and measured, the process paused for 60 minutes. Boards 11-15 were printed and measured, the process paused for 90 minutes. Boards 16-20 were printed and measured.
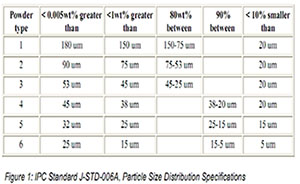
TYPE 3
TYPE 4
TYPE 5
SOLDER PASTE CHEMISTRY INTERACTION
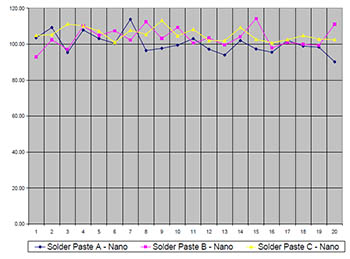
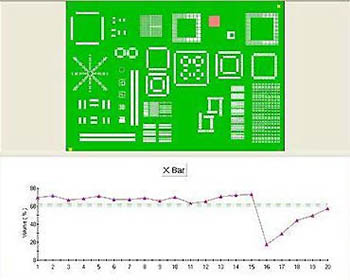
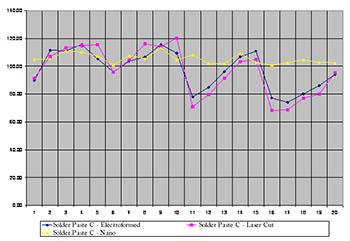
Observations
These results indicate that neither mesh size nor stencil type have a significant impact on the volume of paste released from the stencil aperture.2 The paste deposit may have a different appearance visually between types, but the critical measure of volume is unaffected.
This was somewhat surprising as it was believed that e-form stencils and paste manufactured with Type 4 powders would provide the most consistent paste release characteristics. To further develop the data, an additional variable was introduced to determine the impact of paste chemistry on the deposition volume. A developmental solder paste material was introduced to the experiment for comparison and the following results were obtained.
Stencil/Chemistry Interaction
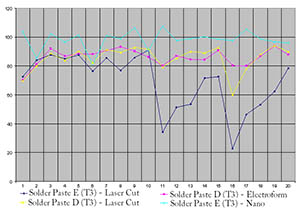
As evidenced in the data, paste chemistry/rheology has a more profound effect on release characteristics than either stencil or powder mesh size.
Stencil Interaction
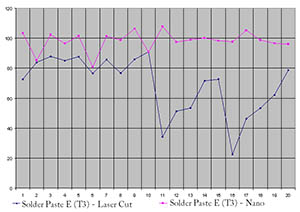
Observations
The impact of nano-coating on the release characteristics of solder paste from stencil apertures was the single biggest variable in improving release volume consistency.
Testing was performed with the addition of a solvent deemed compatible with the paste chemistry in use to asses the impact on the release characteristics.
Affect of Stencil Wet Wipe vs. Dry Wipe
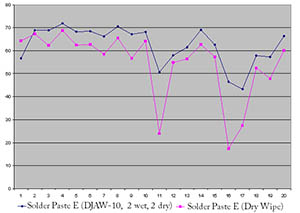
Observations
The addition of a solvent to the underside wipe cycle of a stencil printer has a moderately positive effect on the release volume of the paste from the stencil aperture.
Conclusions
The variables that have the most significant impact on paste release on fine pitch apertures are listed below in order of significance:
- Stencil Type (nano)
- Paste Chemistry/Characteristics Stencil Wipe (solvent wipe compatible with paste)
Nano-stencil technology has a profound impact on the performance of paste release. This is an emerging process with many competing technologies under development.
Following nano-coating, paste rheology and chemistry are areas of continued development by solder paste manufacturers. Lead-free solder pastes are still relatively new in comparison to their leaded predecessors and continued improvements are expected as the technology matures.
The introduction of solvent to the printer stencil wipe process is a relatively inexpensive process improvement with few negative side effects assuming the material is deemed compatible with the solder paste in use.
Based on these findings, it can be inferred that stencil design and materials have a far greater impact on release characteristics than paste powder mesh size.
1 LaserJob, Germany
2 Uncoated stencil
Acknowledgements
AIM would like to thank Stentech for their contribution to this study.



