When converting to lead-free wave soldering, several important business decisions need to be made. The first decision pertains to the wave solder pot. Wave solder pots designed specifically for lead-free soldering are resistant to tin corrosion, contain higher-grade stainless steal components, and typically contain lightweight titanium hardware such as nuts and bolts designed to float rather than sink if dropped in the solder pot. It is well understood that Sn-Ag-Cu alloys are aggressive toward the materials found in many older wave solder machines. If implementing a Sn-Ag-Cu alloy for wave soldering, it is recommended that a new wave solder machine, or at the very least a new solder pot, is part of your expenditure.
Lower-budget operations and/or those that currently have a relatively new wave machine that is not fully depreciated may want to continue using current wave soldering equipment after lead-free soldering has been implemented. However, if using a Sn-AgCu alloy, baffles, pumps, and other hardware will need to be replaced over time due to corrosion issues. This is dependent on several factors, including the wave solder pot temperature, the turbulence of the molten alloy, the type flux in use, the condition of the equipment, and how frequently the equipment is used. The Sn-Cu-Ni* alloy is less corrosive and will extend the life of wave soldering equipment as compared to Sn-Ag-Cu alloys, though it will not completely prevent the erosion of parts that contact the molten solder. Some companies have reported pot life similar to Sn63. Again, this depends on throughput, the condition of the equipment, and the wave soldering application details. The bottom line is that using older equipment will require more maintenance as compared to newer lead-free compatible equipment.
For companies planning on utilizing existing wave solder equipment, it is important to understand that, because lead-free alloys are less dense than tin-lead alloys, the hardware found in older wave soldering equipment will sink to the bottom of the pot if dropped in the molten solder. Whenever possible, all tools, nuts, bolts and other parts that are not designed for lead-free soldering should be replaced with titanium parts. It also is important to note that many of the new wave solder pots offer longer contact areas to aid in the wetting of lead-free alloys without necessitating a significant slowdown of the conveyer speed. Companies should weigh the expense of purchasing equipment versus the lower throughput of older wave soldering equipment.
After reviewing the options on equipment and having decided to either purchase new or live with a higher maintenance program on your existing machine and parts, you are ready to implement lead-free wave soldering. Additional important decisions still need to be made, though.
Flux. Flux choice is a key issue. If running a no-clean process, you may need a more aggressive flux than what you have been using for tin-lead wave soldering. Higher solids flux can help to reduce the bridging that is common with Sn-Ag-Cu alloys, but will generally result in a larger quantity of post-process flux residues. Another option is to utilize the Sn-Cu-Ni alloy rather than Sn-Ag-Cu, as Sn-Cu-Ni exhibits lower bridging due to the surface tension of the alloy.
Solder Alloy. Another issue to consider is the effect that solder alloys have on voids in plated through hole (PTH) barrels. Sn-Ag-Cu has shown to be more prone to voiding than the tin-lead and Sn-Cu-Ni alloys. If the leads are used for high power resistance or temperature dissipation, this can be problematic. For many other applications, these voids will not cause any issues. In terms of joint strength, the PTH barrels soldered with Sn-Ag-Cu normally offer more-than-ample strength, even with the voids.
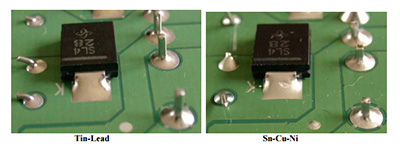
The following pictures are comparisons of ENIG boards soldered with Sn-Ag-Cu and SnCu-Ni. The Sn-Cu-Ni solder joint are consistently lower in voiding and have very good fillet formation.
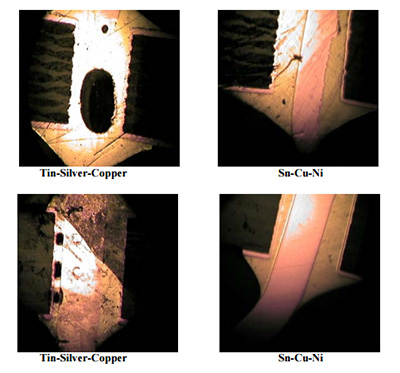
In addition, Sn-Cu-Ni is also prone to less surface cracks that form due to cooling rate along intermetallic grain boundaries. This results in less cracks and shinier solder joints that appear very similar to tin-lead.
Following is a brief comparison of the Sn-Ag-Cu and Sn-Cu-Ni alloys, which appear to be the two most likely lead-free wave soldering alloys candidates.
Sn-Ag-Cu
- Can be used for both SMT and wave soldering.
- More expensive due to silver content.
- Solder pot wear of older machines is higher with Sn-Ag-Cu.
- Rougher surface condition and exhibits more surface cracks.
- Wets faster than Sn-Cu-Ni, so dwell times can be reduced.
- Higher voiding than Sn-Cu-Ni in PTH barrels.
- Higher copper dissolution rate than Sn-Cu-Ni.
Sn-Cu-Ni
- Lower cost due to the absence of silver.
- Less prone to bridging.
- Wets slightly slower than Sn-Ag-Cu.
- Finer grain structure, resulting in bright, shiny joints.
- Lower voiding in PTH barrels.
- Lower in copper dissolution and is easily controlled.
- Reliable when mixed with Sn-Ag-Cu, as previous reports have shown.
Application Details. The preheat temperature for lead-free wave soldering is not very different than that used with tin-lead soldering. The typical top-side temperature for lead-free wave soldering ranges from 180 to 225°C, depending on the particular flux in use.
The wave solder pot temperature for lead-free soldering should be in the 265 to 270°C range. The specific temperature to use is dependent on board layout and whether or not pallets are utilized and should be adjusted to maximize wetting.
The dwell time in the wave should be approximately 5 seconds, which is longer than conventional tin-lead profiles. This extended dwell time will help top-side solder fillet formation.
Conclusion. The implementation of lead-free wave soldering brings with it several important business decisions. Whether or not to purchase new equipment, which flux to implement and which solder alloy to use all can have a significant impact on the throughput of your operation and, ultimately, your bottom line. As always, no one can tell you what is best for your business except for you.
* Sn-Cu-Ni refers to the SN100C alloy patented by Nihon Superior



