¿Puede un cambio de solvente en la impresora mejorar la impresión SMT?
CUALQUIER INGENIERO TESTIFICARÁ que las pruebas de laboratorio pueden no tener correlación con los resultados de campo. Los datos de laboratorio se desarrollan en condiciones ideales para generar datos precisos y repetibles, mientras que un entorno de producción se introducen variables que no pueden reproducirse en el laboratorio.
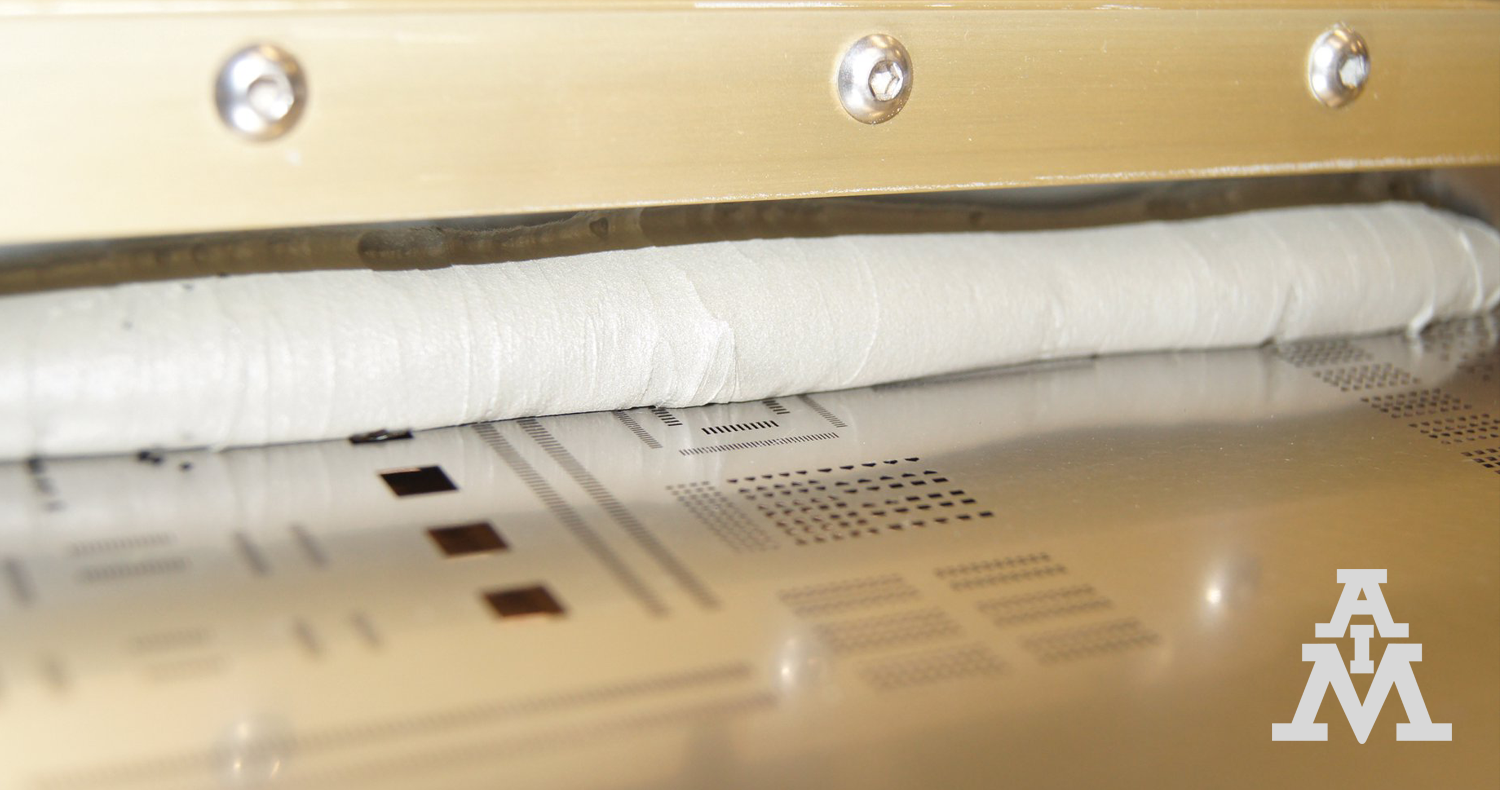
En este informe, el laboratorio de aplicaciones de AIM se aproximó a un entorno de producción en una prueba de impresión de varias horas para cuantificar el efecto del solvente de limpieza bajo el esténcil en el rendimiento de la pasta de soldadura. Este experimento comparó el alcohol isopropílico (IPA) y un nuevo limpiador de esténciles. El IPA no se recomienda como limpiador de esténciles durante el proceso, pero se utiliza a menudo porque es barato, eficaz y fácil de conseguir. Sin embargo, el IPA no es un componente de...