- Productos
- Soldadura en pasta
- Flux líquido y en pasta
- Soldadura en alambre
- Soldadura en barra
- Aleaciones de soldadura
- Materiales de soldadura adicionales
- Libre de Halógenos
- Materiales de soldadura para la industria LED
- Materiales de soldadura para la Industria Automotriz
- Materiales de soldadura para Militar y Aeroespacial
- Servicios
- Soporte
- Hojas de Datos
- Noticias
- Contacto
- Acerca
¿El proceso de reflujo puede ser modificado “sobre la marcha”?
Uno de los ingenieros de campo en AIM regreso está semana de un viaje a través del país, con un caso acerca de un problema que estaba causando dificultades a un cliente. Finalmente, el problema era relacionado con el diseño y una gran diferencia de temperatura (ΔT), que no lograron dominar con el equipo que se utilizó en producción. Les tomó un día completo de pruebas, para realizar la evaluación final.
Muchos de los ingenieros y técnicos con los que trabajo, categorizan (desarrollan) el perfilado de reflujo, de la misma forma que realizan ejercicio por las mañanas o la limpieza de sus dientes. Saben que lo necesitan hacer y que los beneficios son significativos, pero no serán inmediatos y suelen ser una tarea no tan agradable. Primero, tomemos un minuto para revisar las mejores prácticas para el perfilado de reflujo. Idealmente, la “tablilla perfiladora” habrá sido suministrada como parte de tus herramientas de trabajo por el cliente o equipo de diseño. Está tablilla (Figura1.) estará completamente poblada de ensambles, con termopares conectados (idealmente de cinco a siete) con soldaduras de alta temperatura en lugares estratégicos a lo largo de todo el ensamblaje. Esta tablilla se puede procesar a través del horno de reflujo para recolectar información detallada y garantizar que se alcancen las temperaturas de reflujo de soldadura adecuadas dentro de las restricciones de temperatura de otros componentes en el ensamblaje.

FIGURA 1. La tablilla perfiladora: Es costosa, ¿pero, lo vale?
Esto sucede en una situación ideal. La realidad a menudo es muy distinta. Muchas veces, el ingeniero si tiene suerte, puede obtener una PCB para intentar realizar un perfil de reflujo. A menudo, los perfiles son una conjetura aprendida, derivada de las limitaciones de tiempo y materiales. Uno de los factores, que sitúa el perfilado en lo más bajo de las listas de prioridades, es que la tecnología en los hornos se ha vuelto muy avanzada. Un horno de reflujo moderno es muy efectivo para transferir energía térmica al ensamble, por lo que la necesidad de una buena práctica de elaboración de perfiles es menos crítica. En muchos casos, se puede "configurar y olvidarlo" y aun así obtener resultados aceptables ... hasta que dejen de serlo. Esto es cuando entra en juego todas esas buenas prácticas. Imagina este escenario: un proveedor de EMS tiene de 1,000 piezas construidas en un alto margen y visibilidad del cliente. Uno de los componentes QFN tiene menos de 30% en vacíos o “voids”. La autorización para efectuarla fue en la línea NPI; todo estaba dentro de las especificaciones, y el cliente estaba satisfecho. Sin embargo, la producción se realizó en una línea que tenía un horno más pequeño, antiguo y con menor capacidad. Los vacíos (voids) en el componente excedió el 50% en la corrida de producción y ahora hay una lucha, por reunir información para comprender y solucionar el problema (FIGURA 2.).
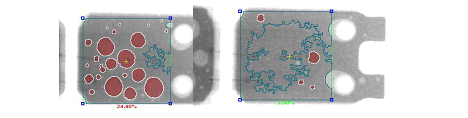
FIGURA 2. “Voids” o vacíos pueden ser reducidos con el perfilado técnico.
Este escenario resalta una serie de razones por las que hay que realizar un perfilado con cada SKU. La primera razón es el simplemente mantener un registro. En este caso, si hay un registro de los perfiles utilizados en la línea NPI y de producción, la documentación mostrará qué perfil se utilizó. La configuración del perfil del horno puede permanecer sin cambios de un ensamblaje a otro, porque están dentro de las recomendaciones de los proveedores de pasta / componentes. Sin embargo, se debe recopilar un registro del perfil de reflujo (que se recopila utilizando un perfil de horno) para cada ejecución de cada SKU.
Otra práctica, debería de ser ejecutar un perfil de confirmación al comienzo de cada día y operación en producción. Esto identificaría cualquier problema con el horno de reflujo, antes de que la producción del día se vea comprometida debido a una falla del motor del ventilador o del calentamiento de un elemento. Por supuesto, estas recomendaciones toman tiempo y recursos, y solo son valoradas después de que surge un problema.
Una consideración importante con respecto al perfilado de reflujo y el proceso de reflujo en general: es el único lugar en una línea de producción donde el resultado puede verse afectado en tiempo real. Dicho de otra manera, la fórmula de la soldadura en pasta es fija; no se puede cambiar. Lo mismo pasa con el esténcil, PCB y los componentes. Suponiendo que los procesos de impresión y colocación están optimizados, el perfil del horno es el único proceso en donde lo que sale del horno, puede ser manipulado "sobre la marcha" (FIGURA 3). La creación de perfiles puede mejorar o eliminar una serie de defectos. La reducción de “voids” o vacíos (BTC y BGA) es uno, como se mencionó anteriormente, pero también defectos de cabeza en almohada (HiP), los defectos de mojado, características de residuos e incluso la limpieza de flux, por nombrar algunos. El perfilado habitual da una idea de cómo el equipo se relaciona con la química de la soldadura en pasta y otros materiales. Además, “la práctica hace al maestro”. Entre más perfilados se realicen, más eficiente se volverá el personal, lo que reducirá el tiempo requerido y se obtendrá más información para orientar a los clientes y diseñadores sobre posibles problemas antes de que llegue a producción.
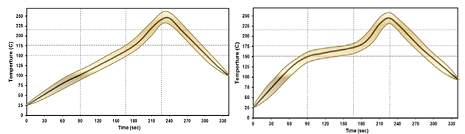
FIGURA 3. Comprender el concepto del perfil de reflujo puede mejorar los resultados “sobre la marcha”.
Los perfiles de horno se están volviendo más sofisticados, haciendo que la tarea de realizar perfiles sea menos ardua. Algoritmos y software complejos pueden hacer que recopilar y analizar datos, sea más significativo y rápido de realizar. Pero incluso con estos avances, la experiencia en creación de perfiles se acumula con el tiempo y no hay sustitución para eso. Esta experiencia a menudo se pierde con los cambios de personal. Haz que el perfil de reflujo sea parte de la cultura en el entorno de producción; no solo confíes en un experto.
La importancia del perfil de reflujo a menudo se desvaloriza y subestima. Trata de que tu proveedor de pasta u horno pase un día en producción para una auditoría del horno y para enseñar a tu equipo sobre las mejores prácticas. Es muy sencillo y puede generar grandes beneficios.
Por Tim O’Neill, Technical Marketing Manager.
Publicado en CIRCUITS ASSEMBLY



