- Productos
- Soldadura en pasta
- Flux líquido y en pasta
- Soldadura en alambre
- Soldadura en barra
- Aleaciones de soldadura
- Materiales de soldadura adicionales
- Libre de Halógenos
- Materiales de soldadura para la industria LED
- Materiales de soldadura para la Industria Automotriz
- Materiales de soldadura para Militar y Aeroespacial
- Servicios
- Soporte
- Hojas de Datos
- Noticias
- Contacto
- Acerca
By Karl Seelig, Vice President Technology
Abstract. When lead-free solders were first introduced to the electronics industry in the early 1990’s, the tin-silver alloy composed of Sn96.5/3.5Ag was the first investigated. The most obvious difference from the industry standard was the substantially higher melting temperature of 221°C versus 183°C (Sn63/Pb37).
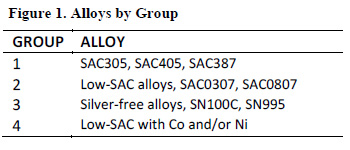
Although Sn/Ag had been used extensively in hybrid electronics, concerns over silver migration and silver creep drove the industry to investigate Sn/Cu and (S)n/(A)g/(C)u (SAC) alloys. Initial selection criteria deemed SAC to be the more reliable option. In early tests, Sn/Cu exhibited inferior reliability in thermal cycling (-65+125C) and was prone to in-process wetting issues. The three leading commercialized SAC alloys were introduced as SAC305, SAC387, and SAC405. (Note: the first number refers to silver content followed by the last number, which is the copper content. SAC305 is tin, 3% silver and 0.5% copper.) All SAC alloys share the common disadvantage versus the tin/lead they replace:
1) Increased cost due to the silver content
2) Higher melting temperatures
3) Grainy/frosty solder joints
4) Increased copper dissolution
5) Potential damage to existing wave solder equipment
The SAC alloys remained the preferred lead free alternatives until the surge in silver prices. Concurrently, AIM patented and released the CASTIN alloy. This SAC305/Sb alloy had a lower melting point (217°C) than Sn/Ag (221°C) and lowered the silver creep and cost problems by reducing the silver by 0.5-1%. However, the antimony content was a concern due to a misperception that it had high toxicity profile. It was often confused with the fire retardant used in industry, antimony trioxide, a suspected carcinogen.
In an effort to further reduce costs and the adverse properties of silver, a silver-free alloy, SN100C (melting point 227°C), was released in the late 1990’s. This alloy is a nickel (Ni)-stabilized Sn/Cu alloy providing improved wetting and solder flow. These characteristics made it possible to achieve excellent results in wave soldering at process temperatures comparable to tin lead solder (500°F). As the Nistabilized SnCu alloy gained acceptance in the marketplace, other low silver alloys including Sn/Ag.03/Cu.07 (SAC0307/MP 227°C) and Sn/Ag.08/Cu.07 (SAC0807/MP 216-225°C) emerged. The Ni-stabilized SnCu alloy was unique in that it contained 0.05% nickel. Prior to its release, there were no other solders containing nickel that were used commercially. While the nickel controls the grain structure of the Sn/Cu base, resulting in a shiny alloy with good flow, the nickel and the copper do not aid wettability and can affect the mechanics and structure of the solder. Other advantages to the Nistabilized SnCu alloy were not only the complete elimination of silver, thereby offering a dramatic cost reduction, but the aesthetic of the reflowed joint was much closer to the Sn63/Pb37 alloy it was replacing. It also minimized copper dissolution and potential wave solder equipment damage.
The purpose of this paper is to investigate several factors relating to the above mentioned family of alloys; both low silver and non-silver. The investigation includes the use of these alloys as replacement alloys in SMT solder paste and the comparison of the paste medium chemistries in combination with these alloys and the effect they have as it relates to SMT assembly performance. This paper places alloys in risk classes for drop and thermal shock as well as assessing the impact on wetting, voiding, and head-in-pillow (HiP) mitigation.
Introduction. Since the implementation of the RoHS mandate in July of 2006, SAC305 became the default alloy for SMT due to the relatively low melt temperature of 217°C and lower silver content. As more data was developed and more testing conducted on SAC assemblies, drop shock reliability concerns began to surface. SAC305 failures in drop shock tests resulted in a proliferation of several low-silver SAC variants that were used on boards containing BGAs and leadless devices. A popular derivative was CASTIN 125, a SAC version containing .1 % silver, .2 % antimony, and .5 % copper. Assemblers became sufficiently confident with these alloys to begin using them in SMT solder connections. While the Ni-stabilized Sn/Cu alloy and low-silver alloys continued to gain momentum, they did not perform well in thermal cycle fatigue testing specifically when extreme temperatures were required (-55°C to +125°C).
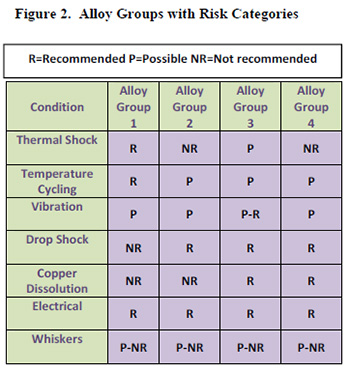
Below is a category box that places alloys into similar groups and shows risk factors associated with each group based on end use requirements.
Early Study. An earlier study was conducted to check for reliability and manufacturability of a lead free assembly. This was run in the SAC305 and N-istabilized SnCu alloys.
Manufacturing Comparison. The core of this experiment was a side-by-side comparison of SAC305 and Ni-stabilized SnCu alloy solder paste using a common flux medium. The solder experimentconsisted of running two sets of (50) fifty live functioning boards. The boards were mixed technology consisting of SMT and through-hole components. The following equipment and procedures were used:
- MPM UP2000 screen printer with metal squeegees for application of the solder paste
- .005” thick stainless, laser cut electropolished stencils
- 10% global reduction w/ home plate pad and 0805 and smaller caps and resistors
- Pick and place -MYDATA MY12
- Reflow- Electrovert Omniflo 10 zone
- A ramp-soak-spike SAC305 profile with a peak temperature of 245°C ± 5
The lead engineer of this project reviewed defect rates during assembly and noted that there was no difference in defect rates between the two assemblies. Some application differences were noted, however:
- The appearance of the Ni-stabilized SnCu alloy was much shinier.
- This particular board had a few locations prone to tombstoning. There was no tombstoning on the Ni-stabilized SnCu solder paste boards. There was an average of three tombstones per board soldered with SAC305.
- Touch up was much easier on the fine-pitch devices soldered with Ni-stabilized SnCu alloy. There is a much cleaner solder release and requirement of less flux on the boards soldered with Ni-stabilized SnCu alloy.
- The overall result from this study indicates that Ni-stabilized SnCu alloy performed similar to SAC in assembly and reliability (reliability test results below).*
Reliability Testing. After solder assembly, the assemblies were thermally cycled from 0 to +100°C for one-hour cycles. Electrical testing was performed on these assemblies after every 1000 cycles. This was repeated three times for a total of 3000 cycles. The boards also were tested for shear strength and grain structure at the end of each cycle.
The boards all passed ICT and functional testing. There was no alloy, flux chemistry or correlating manufacturing defect with either alloy during this testing process. The boards were retested multiple times (after each chamber session). There were no alloy defects that were caused by the thermal chamber exposure on either alloy.
There were no electrical failures related to the solder connections. After each 1000 hours of thermal cycling, the only electrical defect found was a 5% failure rate on through-hole LEDs. These LEDs were cross-sectioned and the failures were determined to not be solder-related, but simple component failures.
The boards were run through two additional cycles for 3000 total cycles. Boards were removed after 1000 cycles and were then cross-sectioned and inspected for solder joint integrity and grain structure. There were not any perceived structural changes in either alloy.
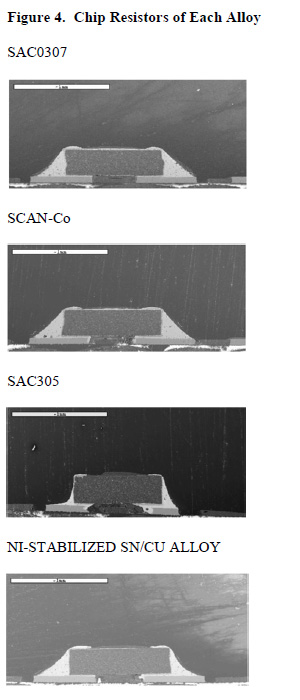
Newer Study. AIM’s Research and Development study consisted of taking the following alloys using a ramp-soak-spike profile and conducting dye and pry testing as well as the modified Cisco test method to reveal HiP defects. The purpose of these tests was to determine if there were observable differences between alloys utilizing the same assembly, flux and process parameters.
- SAC0307
- SCAN-Co (Sn/Cu0.7%/Sb0.2%/Ni0.05/Co0.05)
- SAC305
- SN100C (Ni-stabilized SnCu alloy)
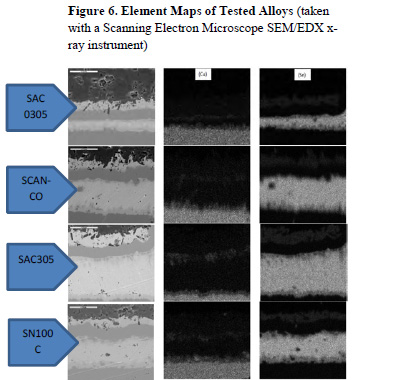
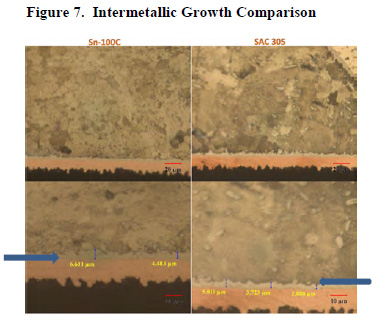
Thermal Age Testing. Cross-sections were made and then placed in an oven for thermal aging at 150°C for 150 hours. The objective was to look for tin copper intermetallic growth changes. The results of this test (as shown below) yielded an unexpected outcome. Prior work done by AIM suggested that there was a significant reduction in intermetallic growth when using a nickel-containing alloy. Conversely, AIM’s recent testing revealed SAC containing slightly lower elevated tin copper intermetallic growth.
Thermal Cycle Evaluation. While specimens were not run for this paper, results of independent studies indicate that for severe thermal cycle (-65°C or -55°C to + 125 or +150 °C) resistance, higher silver SAC alloys (>3%) exhibit higher reliability than lower SAC (<1%) or silver free alloys. The precise effective amount as it relates to silver has not been determined. There are also studies that have indicated that the Sn/Ag2.5/Cu0.8/Sb0.5 alloy performs as well as high silver alloys. In non-extreme thermal cycle testing, the low silver SAC and silver free alloys seem to survive well (very similar to the SAC alloys.) A previous study based on a photocopier control board that was cycled at 0-+100°C indicated that Sn/Cu/Ni alloys as compared to SAC305 had the same performance as SAC.
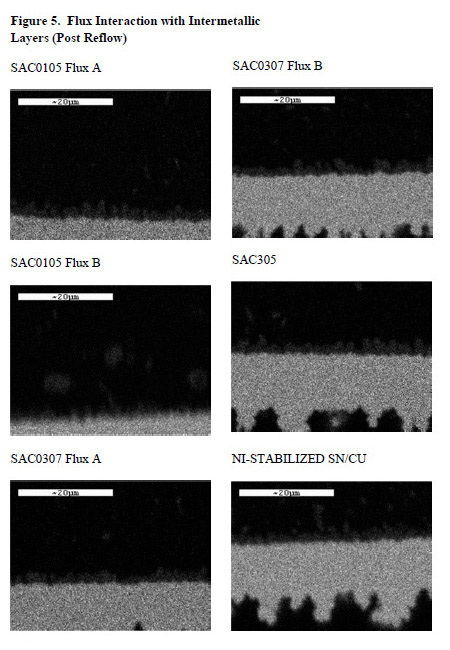
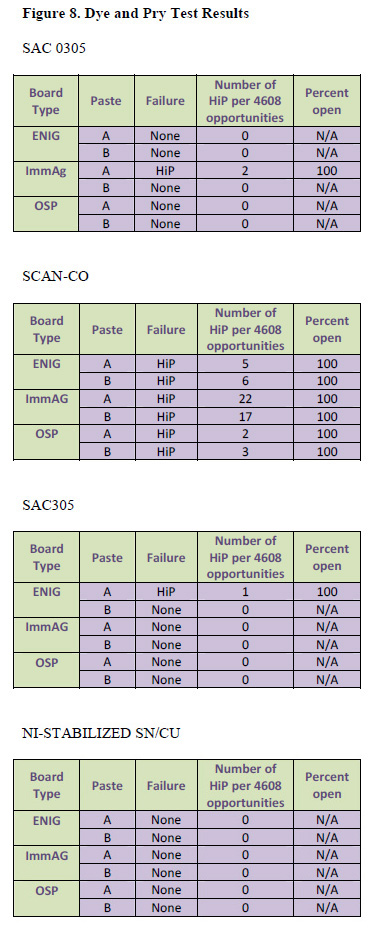
Standard Dye and Pry. Using standard dye and pry testing, AIM compared the test alloys and flux chemistries. The paste was tested on three different surface finishes (ENIG, ImmAg, OSP) and HiP was counted. The tables below indicate that while the tested chemistry was developed for the Ni-stabilized SnCu alloy, it performed remarkably well with the SAC alloys. SCAN-Co performed significantly worse, driving the idea that the SCAN-Co alloy containing cobalt and nickel inhibits wetting and seems to change the surface characteristics.
Modified Cisco Test Method. AIM also performed HiP evaluation with a modified version of the Cisco HiP test. AIM ran this test at three different temperatures to mimic cool down (see photos below).
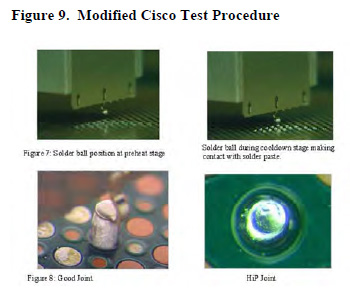
The results from this test coincide with the results observed in the dye and pry test. The advantage of using the modified Cisco test is that it is much faster and less expensive. However, it does require a control to be run with each sample.
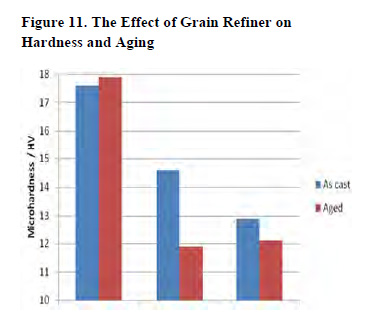
Ongoing Development. Research continues in an effort to develop a newer, lower cost alloy aimed to replace higher silver alloys like SAC305. The higher silver alloy family maintains its reputation as being a more reliable alloy than Sn/Cu based alloys.
Below are cross sections of a controlled cooled alloy of Sn/.7Cu. with different grain refining materials.
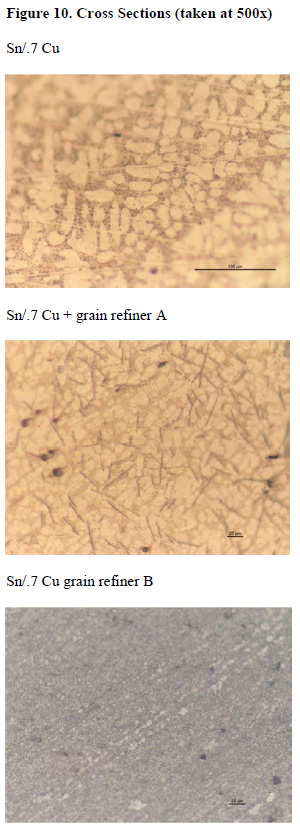
Based on present and future work, tailoring these alloys to applications and adhering to reliability requirements will greatly improve.
Conclusion. Based on these studies and correlating this information from various industry testing, the results confirm that low SAC and silver free alloys have similar reliability characteristics to SAC305 and similar alloys in most circumstances. However, when extreme cold cycles are required, the low silver SAC and silver free alloys are comparable to each other and do not survive well under these conditions.
Based on research completed for this study and evidence from other sources, the following guidelines can be applied:*
- Specific to thermal shock, SAC305 and higher silver alloys outperform low/no silver alloys.
- For cold temperature thermal cycles (-65°C to -55°C), SAC305 and higher silver alloys are preferred.
- For 0°C-100°C thermal cycles, a silver free alloy of Sn/Cu/Ni are acceptable substitutes for SAC305 et.al.
- For BGA components prone to warpage, low SAC and Sn/Cu/Ni alloys can be used, but may require a special flux to eliminate HiP defect. Flux that is used for SAC305 may not yield the same low HiP results if the alloy has been changed.
- General processing for a large majority of assemblies can be achieved without detrimental effect from processing temperatures using Sn/Cu/Ni alloy.
- Joint strengths are very similar to SAC alloys when using Sn/Cu/Ni alloys.
- Drop shock is better with low silver or no silver alloys when compared to SAC305 and higher alloys.
- Tin whisker growth is similar with all lead free alloys.
- Copper dissolution is lower with alloys containing nickel and cobalt. Some wetting may be sacrificed depending on levels of additions.
*Resources:
Mehran Maalekian Ph.D., AIM
Tetsuro Nishimura, Nihon Superior
David Hillman, Rockwell Collins
OEM Trial feedback



