- Productos
- Soldadura en pasta
- Flux líquido y en pasta
- Soldadura en alambre
- Soldadura en barra
- Aleaciones de soldadura
- Materiales de soldadura adicionales
- Libre de Halógenos
- Materiales de soldadura para la industria LED
- Materiales de soldadura para la Industria Automotriz
- Materiales de soldadura para Militar y Aeroespacial
- Servicios
- Soporte
- Hojas de Datos
- Noticias
- Contacto
- Acerca
By Karl Seelig, Vice President Technology
The increased interest in halogen-free assemblies is a result of Non-Government Organizations (NGOs) exerting pressure on electronic equipment manufacturers to eliminate halogens. The NGOs primary focus is on resolving global environmental issues and concerns. As a result of an increase in the enormous “e-waste” dump sites that have begun showing up around the world, NGOs are pushing consumer electronic manufacturers to ban halogen-containing material in order to produce “green” products. Not only are these sites enormous, but the recycling methods are archaic and sometimes even illegal. This stockpiling and dumping has created growing political and environmental issues. In order to deal with this issue, the question of why halogens are a focal point must be addressed.
As a safety measure halogens are added to organic materials as a fire retardant. The common halogens used only give off bromides with elevated temperatures, decomposing and releasing bromine in order to extinguish fires. These are toxic as well as corrosive when decomposing. However, they are benign when at ambient temperatures. The jury is still out on the replacement products for these brominated organics, with uncertainties about long term health exposure and environmental impact.
Rather than replace halogens with potentially equally harmful substitutes, it would be more logical and effective to address this issue at the ewaste dump sites. If modern recycling processes were applied to these sites, this environmental problem could be minimized. Methods such as shredding followed by fluid bed separators could yield higher value returns for the recyclers and mitigate the impact of the halogens.
Electronic equipment suppliers are feeling the pressure from NGOs and are moving towards halogen-free electronic assemblies. That in turn trickles down to the suppliers of electronic assembly materials, board materials and components. The general trend is that every component sub-assembly on the board must be halogen-free. Other committees refer to these component sub-assemblies as substances, articles and/or preparations. Solder paste and flux products are included in these restrictions. Some electronic manufacturers require solder pastes to be tested, some want the flux tested, yet others want combinations tested.
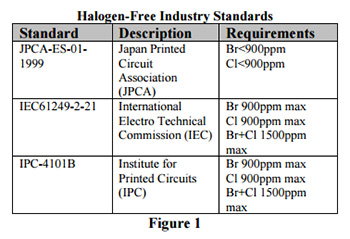
Solder paste that creates the electrical/mechanical connection on a circuit board now constitutes the article. The rules of sample preparation regarding dilution should apply as they are consumed in one unit. So what is halogen-free? There are many committees, consortiums, and organizations working on this issue. Some organizations have started publishing maximum limits to be the determining factor. These can be 900 ppm of either Br or Cl and a combined total of 1500 ppm. Others have set 1000 ppm of either Br or Cl. There is an attempt to have a defined limit on halogen content, as shown in Figure 1.
How does one actually determine if a solder paste is halogen-free? The most popular test method is known as “oxygen bomb”, which is a combustion test immediately followed by ion chromatography. This is an environmental test procedure and may be performed in a variety of methods. The most popular seems to be BS EN 14582:2007, although there are other test methods available, including EPA SW-846 5050/9056 or JPCA ES-01-2003.
AIM, a global supplier of solder paste, wire, bar, flux and epoxy, decided to run some round robin testing to determine repeatability of halogen-free testing results to EN14582:2007. AIM manufactured a batch of solder paste medium (“NC-A”) that was intentionally doped with 13,000 ppm Br, as well as a completely halogen-free version (“NC-B”). All samples were chlorine- and fluorine-free. Solder paste was manufactured with these two mediums and the medium itself for “NCA” was also sent for testing. The solder paste was composed of 89% metal with the 11% balance being the medium. AIM prepared these three sample types and sent them to six independent testing laboratories around the world. The results are shown in Figures 2 and 3.
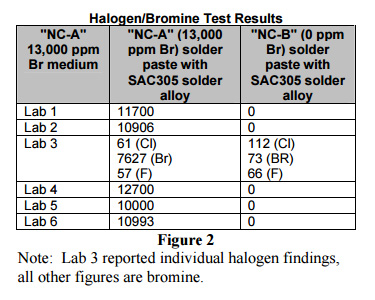
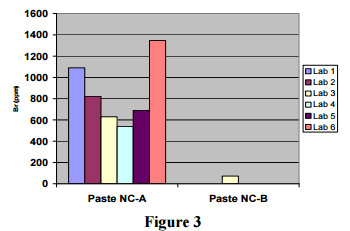
Based on the testing that was performed by six different laboratories, all of whom used the same method, it is readily apparent that the precision of this testing method is poor.
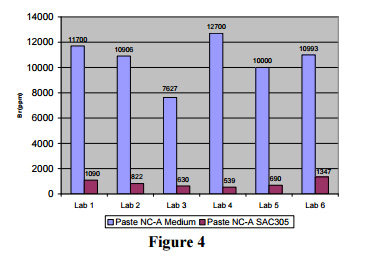
It is also observed that there is an interaction between the metal alloy and the flux medium in a solder paste. The graphical view in Figure 4 of the “NC-A” flux medium made intentionally with 13,000 ppm bromide added and the “NC-A” SAC305 solder paste of the same medium shows a notable difference. Since solder paste is 11% by weight medium and 89% by volume metal (in this case), one might expect a 11% drop in reported bromide or 1430 ppm, which is not the case. Additionally, there is no consistency in the net difference reported between laboratories further suggesting lack of repeatability in the test method. This also points out that testing of the medium alone for compliance is not recommended since the bromide levels are reduced or consumed when mixed with the alloy in the solder paste.
When these mediums are tested to IPC J-STD 004, no halides are found. However, the current IPC test does not detect halogens. In order to fail the IPC test, the halogen has to be ionic and soluble in water/alcohol. Based on the test results following this IPC standard, these pastes and mediums are halogen-free.
Further testing would need to be completed to determine if a reflowed residue contains halogens, as all of the above were run on un-reflowed paste. This adds further complications to the current test methods because of the extra step to extract the reflowed residue and the potential of compromising sample integrating. If further reduction or consumption of the halogen content takes place, then soldering fluxes and paste would have virtually no impact on a circuit board, component or subassembly relating to halogen content of the final product.
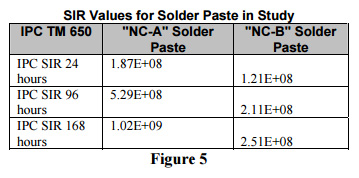
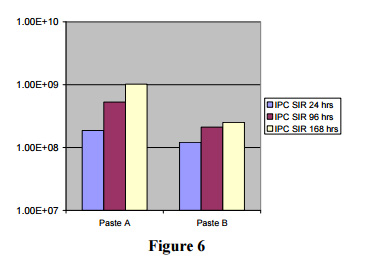
SIR results for the halogen-free verses the halogencontaining products in this study indicate that the halogen-containing product has slightly better SIR values than the halogen-free equivalent. This is due to the relatively low amount of organic activators required to interact with the halogen to get acceptable soldering results whereas the halogen-free products require a much higher concentration of organic activators that have a slightly negative effect on SIR values.
Figures 5 and 6 compare the SIR values of the two pastes used in this study.
Conclusion. The electronics assembly industry is being pushed in the direction of halogen-free materials. Already, many manufacturers around the world are pushing their suppliers to provide them with materials to meet the criteria of this latest industry buzz word. However, many questions concerning this issue remain: If we do want halogen-free what are the gauge R and Rs of the test procedures? How critical is 1500 ppm versus 900 ppm? Is this a test that represents the real impact of the halogenated fire retardants? Should the halogen content only be tested on the final assembly? The brominated fire retardants were introduced to eliminate the more toxic antimony oxide that was used previously. What is the impact and the danger of the replacements? How pertinent is this to electronic assembly when the real issue is illegal dumping of e-waste? The results of the testing regarding this topic create more questions than answers. Until these questions are answered, the attempt of electronic manufacturers and their suppliers to meet the requirements of NGOs to provide halogen-free products is confusing, unduly expensive, nonbeneficial, and potentially more harmful than supplying halogen-containing materials.
Download:



