By Karl Seelig, Vice President Technology and Tim O’Neill, Technical Marketing Manager
Every seasoned SMT process engineer has at least one nightmare story about bad rework chemistry. Whether it’s the wrong flux sneaking into the operation, underprocessed flux remaining on the board, or improper residue removal, they all risk the same inglorious fate: field failure. While rework operators and process engineers rarely get a glimpse of the long-term damage of inappropriate materials or processes, the Failure Analysis engineers see it all. They report that the vast majority of solder-related issues are on reworked solder joints, and the lion’s share of those is due to the rework chemistry.
How does the wrong flux work its way into rework? Simple human error. In some cases, operators who experience difficulty using approved rework fluxes on parts with poor solderability bring in more active materials from their personal collections. In auditing rework stations, we’ve found all sorts of unapproved soldering fluxes, including tubes of wire from electronics hobby stores (once with zinc alloy solder!), plumbing flux, and even stained glass flux. Fluxes meant for non-electronic applications are highly active and are corrosive failures just waiting to happen.
Speaking of corrosive failures waiting to happen, we can recall situations in which Organic Acid flux, which must be cleaned, appeared in operations that were 100% no-clean. In one case, a warehouse mix-up shipped the wrong cored wire and it slipped into production one spool at a time for several weeks, affecting thousands of assemblies before the mistake was discovered. In another case, the term “organic” was erroneously selected by an environmentally-minded order placer who assumed it would be a more eco-friendly product.
These well-intentioned, honest mistakes aren’t 100% guarded against or tested for in any size operation; they can happen in large companies and small, low-cost and high, domestic or off-shore. No one is completely immune, so the best defense is diligence in operator education and regular auditing.
Even the right fluxes can cause reliability problems if not processed properly. Proper processing means adequate heat exposure and/or post-soldering cleaning. No-clean fluxes require heat to activate them (see sidebar). If processed properly, they typically pose no reliability threat and can remain on the PCB for the life of the product. But if they don’t see enough heat, dangerous levels of ionic materials may remain. With the simple additions of a voltage bias and atmospheric moisture, those unspent activators can begin attacking all the metals in the system – the solder, the component leads, and the PCB copper. Figure 1 shows an example of the corrosive failure. Similar failure mechanisms can occur if no-clean fluxes are not cleaned properly…

Figure 1. PCBA Corrosion
Partially cleaning a no-clean flux residue is worse than not cleaning it at all. The safest way to use a no-clean rework flux is to leave the residues intact to do their job. Insulative materials are designed into the fluxes and tested for electrical reliability. Partially removing flux residues can strip away the protective materials and expose the ionic compounds that attack the metals. Figure 2 shows the white, powdery “puddle” left behind after incomplete cleaning and/or rinsing.
Figure 2. Incomplete flux residue removal
If cleaning is necessary, solvent choice is critical. IPA is one of the most common – and most ineffective – cleaning solvents. Depending on the flux chemistry, IPA is one of those solvents that may only partially dissolve the residues. Solvents that are specifically designed to dissolve flux are a much better choice than IPA, although IPA does serve as a good rinse agent and dries faster than deionized water.
In any cleaning operation, pre- or post-rework, matching the solvent to the soil is critical. Figure 3 shows the visible effects of mismatched solvent and rework flux.
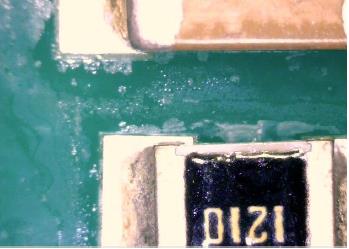
Figure 3. Reaction from mismatched rework flux and cleaning solvent combination
Many one-step flux removal solvents are available that do not require rinsing. These aerosol products are selected based on their chemical compatibility with specific types of flux residues, but a myriad of other factors like safety and process compatibility can drive performance tradeoffs and limit options.
Two rights can make a wrong. Even fluxes that are considered "safe" individually can cause reliability problems if they are used in the wrong combinations. Chemical incompatibilities between the ingredients of two or more different flux formulations can cause problems ranging from simple, harmless greening to complete, catastrophic failure.
Most rework fluxes are purchased from the same supplier as the primary attach fluxes, and many common combinations are pretested for compatibility by their supplier. But if the supplier hasn't tested the specific combination, or if the primary attach and rework fluxes are from different suppliers, they should be tested together.
An ounce of prevention is worth a pound of cure. How does a process engineer prevent rework chemistry-related field failures?
1. Audit rework areas regularly. Look on the bench tops, in the drawers, and in the cabinets of any area that has rework equipment, including warranty repair and electrical test areas that use “touch up” irons.
2. Learn from the operators. They’ll be happy to point out components with solderability problems, ineffective chemistries or tools on their benches, and some of the “tricks” they use to meet workmanship standards when reworking difficult solder joints.
3. Provide a “special reserve” flux. As components age, their solderability declines, even in climate controlled storage. Identify a stronger rework flux that still meets reliability requirements and keep it with the area supervisor for use only in those especially challenging situations.
4. Close the feedback loop between FA and rework. If possible, get feedback on field failures due to rework chemistries and use them as teaching opportunities. Give the corroded boards (or pictures of them) to the rework group so they can continue to use them to train new operators.
The best way to ensure electrochemical reliability of reworked solder joints is to use the right delivery system – typically cored wire or felt tip pen, dispense flux only where heat is applied, and leave the no-clean residues intact. If the flux residues must be cleaned, ensure that they are cleaned completely.
AUDIT CHECKLIST:
What SHOULD be on your rework bench
√ Rework fluxes in cored wire and felt tip pens
√ One type of flux only – No-clean (generally preferred) or water wash
√ One type of alloy – Lead-Free or Tin-Lead
√ Approved Solvent
√ IPA or DI water for rinsing
√ Clean, dry tools and wipes
√ Gloves and finger cots
What SHOULD NOT be on your rework bench
X Bottles of liquid wave solder flux
X Mixed types of fluxes – eliminate the potential to use the wrong one
X Mixed types of solder alloys – eliminate the potential of using the wrong one
X IPA for flux removal
X Tap water
X Dirty tools that can cross-contaminate fluxes or leave heavy residues on board
X Food, drink, or personal items like hats, purses, sweaters
Sidebar: Underactivating fluxes
The oxide-reducing agents in electronics assembly fluxes are called activators. In no-clean fluxes, the activators are triggered by thermal exposure, and they are usually designed to work over a broad time-temperature window. They get spent as they react with the oxides on the PCB and components. Overactivation, or flux burnout (link to August column), is easy to spot because it immediately causes wetting problems. Underactivation is not as obvious because its effects aren’t plainly visible until corrosion sets in during use.
Underactivation can occur when:
- Excess liquid fluxes are dispensed on the PCB for single point rework, but not exposed to heat
- Fluxes are applied to both sides of a PCB to help achieve hole fill on through holes
- Extra flux is added to a process that usually uses only cored wire to overcome solderability problems


