

by Timothy O’Neill, Carlos Tafoya, and Andres Lozoya
The role of under-stencil wipe chemistry in stencil printing cannot be understated. Understanding its effects is crucial for achieving optimal print performance in Surface Mount Technology (SMT) processes. However, as any engineer will testify, lab testing often may not correlate with field results. While laboratory data are developed under ideal conditions to generate accurate and repeatable results, a production setting introduces variables that are challenging to reproduce in a lab environment.
In this study, AIM’s application lab attempts to bridge this gap by approximating a production environment in a multi-hour printing test. The focus? To quantify the effect of under-stencil wipe solvent on solder paste performance, we compared the commonly used isopropyl alcohol (IPA) with a novel stencil cleaner.
The Potential Impact of Isopropyl Alcohol (IPA) on Solder Paste
Isopropyl alcohol (IPA) is commonly used in the industry due to its cost-effectiveness and availability. However, while it’s an efficient solvent, it’s not recommended as an in-process stencil cleaner. IPA is not a constituent of solder pastes, which means that it can introduce changes to the paste that may negatively impact its performance.
A notable change is that paste exposed to IPA can become tacky, reducing its transfer efficiency. Such effects are detectable using solder paste inspection equipment (SPI). But there are subtler changes that can lead to more elusive issues. For instance, compromised solder paste may lead to flux buildup on the stencil’s underside, which can deteriorate print resolution. And poor print resolution can cause soldering defects, including bridging and the formation of solder beads/balls.
Experiment Details
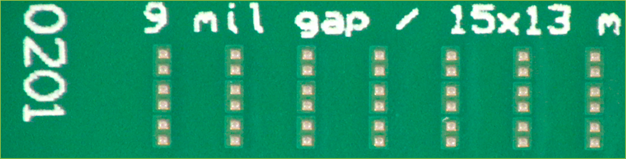
A series of 0201 components were chosen for the experiment because they best demonstrate the most challenging aspects of a typical assembly. TABLE 1 shows dimensions of the stencil apertures for the tested 0201 component. FIGURE 1 shows a section of the test vehicle used for the experiment.
| Ref | Length (µm) | Width (µm) | Area Ratio | Stencil Thickness | Components per Board | Pads per Board |
|---|---|---|---|---|---|---|
| 0201 | 368 | 310 | 0.82 | 4mil/100µm | 30 | 60 |
Table 1. Stencil Aperture Dimensions
Test Flow and Measurements
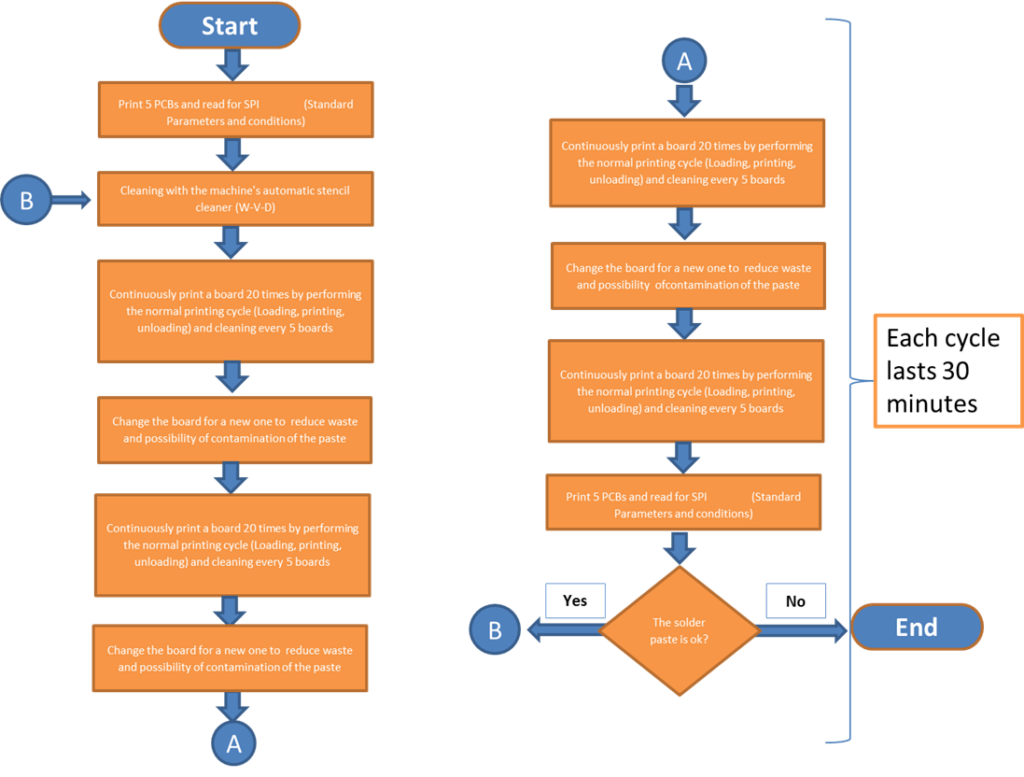
This experiment required simulating a production environment while isolating the effect of the wipe solvent on a SAC305 no clean solder paste. FIGURE 2 is an experiment flow chart detailing the steps involved in the test, and TABLE 2 summarizes the reference data.
Using the same test vehicle, 80 print cycles were executed in 30 minutes with a wet-vac-dry under-stencil wipe cycle performed after every five PCBs. After 30 minutes, five virgin test boards were printed, and SPI height and volume measurements collected. The test was performed for 8 hours (a typical production shift), and solder paste was not replenished during the test to minimize dilution of the under-stencil solvent in fresh paste.
| Boards Tested | Total Components | Total Pads | Pads per Board | Total Wipe Cycles | Total Print Cycles |
|---|---|---|---|---|---|
| 80 | 2400 | 4800 | 60 | 272 | 1360 |
Table 2. Reference data
Solder Paste Inspection (SPI) Analysis
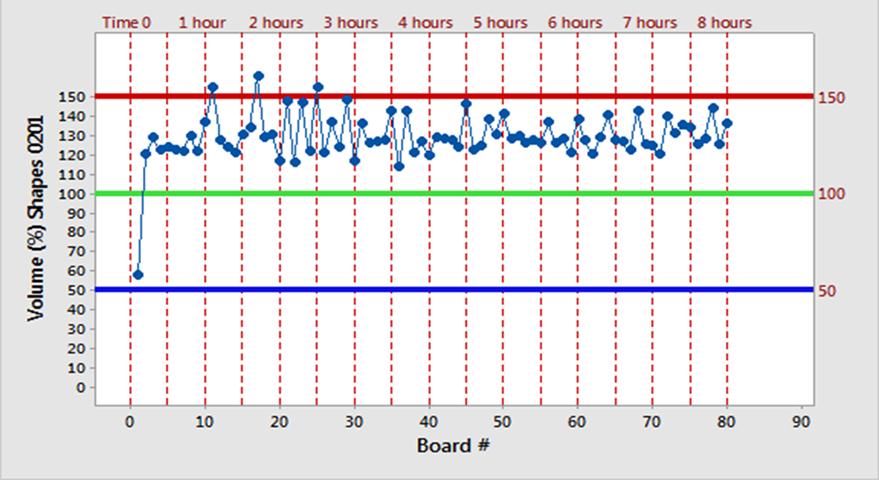
The Solder Paste Inspection (SPI) offers valuable insights into the performance of solder pastes under different conditions. By comparing the SPI values under different solvents, we gain a clearer understanding of their respective impacts on solder paste. The measured paste deposit volume and height were averaged for each board tested. SPI min./max. limits are commonly set at 100% ±50%. FIGURE 3 illustrates how to read SPI chart data.
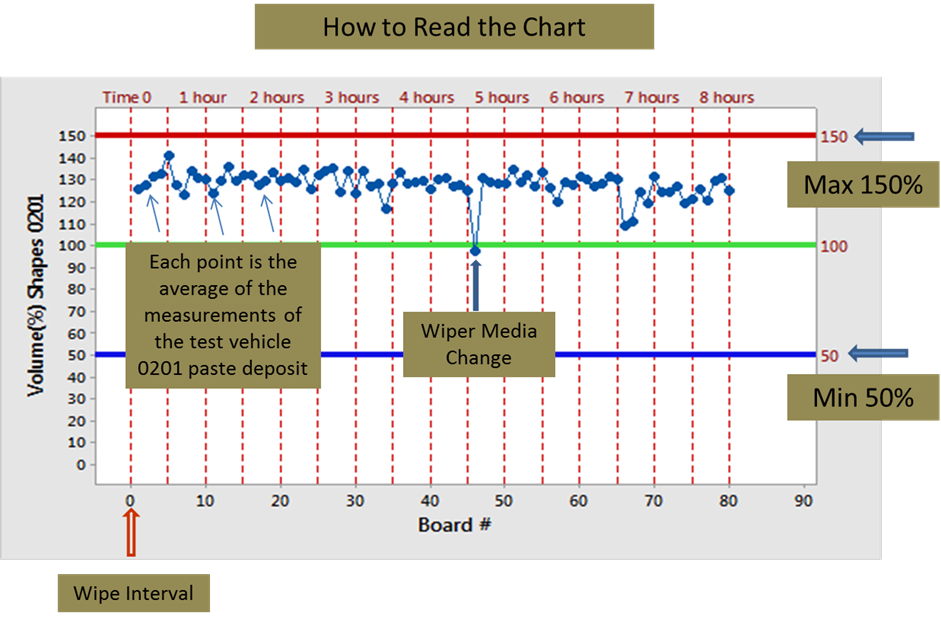
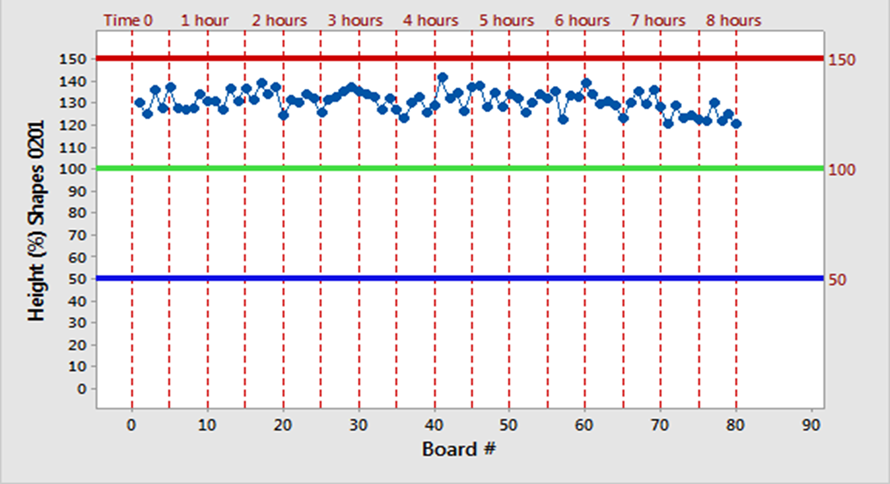
Note that excess paste volume can lead to defects such as solder beads and bridging, while insufficient paste volume can result in difficult-to-detect non-wet opens and increased voiding. Height is also an important measurement because variation in paste height, or “dog-ears,” can cause inconsistent soldering performance.
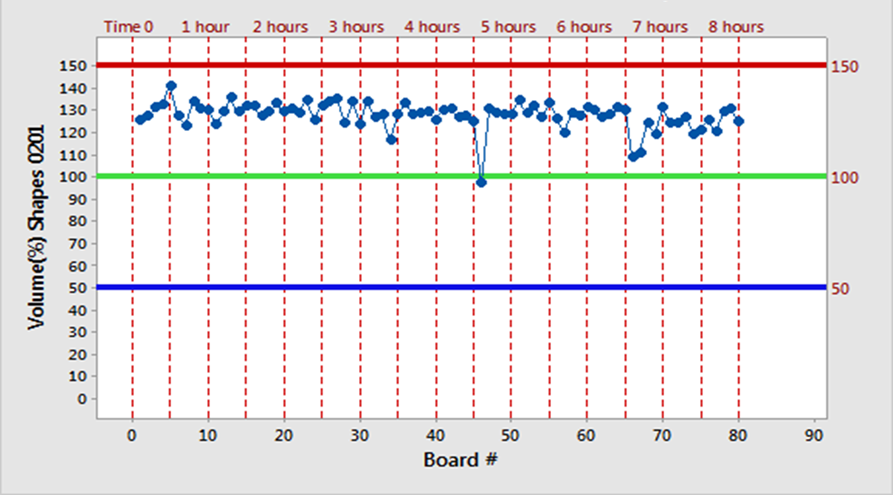
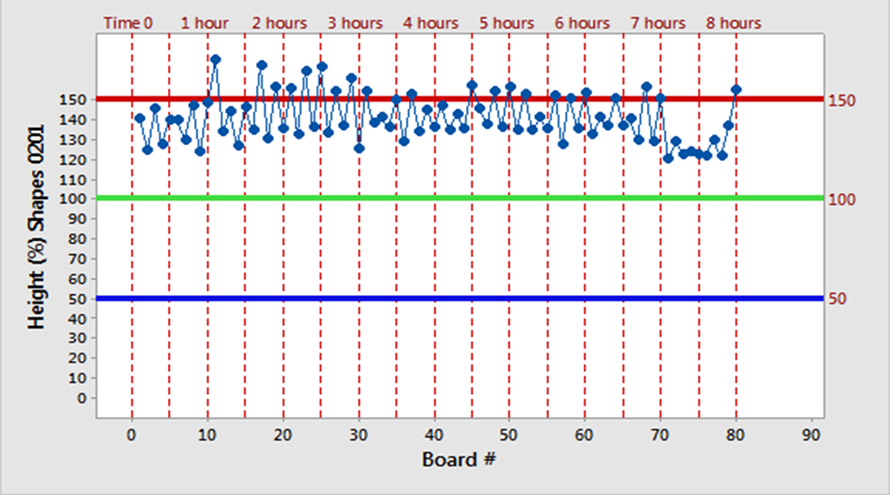
FIGURES 4-7 show the SPI results of paste deposits on a sample 0201 component. Test boards with the recommended cleaner were consistently within the paste deposit limits for volume (FIGURE 4) and height (FIGURE 6), whereas when IPA was used, the values exceeded the maximum limits occasionally for volume (FIGURE 5) and repeatedly for height (FIGURE 7).
Process Capability Analysis
Delving deeper into the process capability provides further understanding of the solvents’ impacts on the soldering process. Cpk (Process Capability Index) is a statistical measure that provides insights into how well a given process can produce output within specified limits. A higher Cpk value indicates a more capable process, with fewer defects expected. In other words, it tells us how close a process is running to its specification limits and how consistent the data is around the average.
Sigma level, on the other hand, is a measure of process performance or capability. The sigma scale is a metric that quantifies how a process operates within specification limits. A higher sigma value indicates fewer defects:
- A 3-sigma process implies that the process is 93.319% defect-free or has 66,807 defects per million opportunities (DPMO).
- A 5-sigma process implies that the process is 99.977% defect-free or has 233 defects per million opportunities (DPMO).
FIGURES 8 and 9 demonstrate that when using the recommended stencil cleaner, the Cpk value was 1.85, a 5-sigma process, compared to Cpk of 1.25, a 3-sigma process when using IPA.
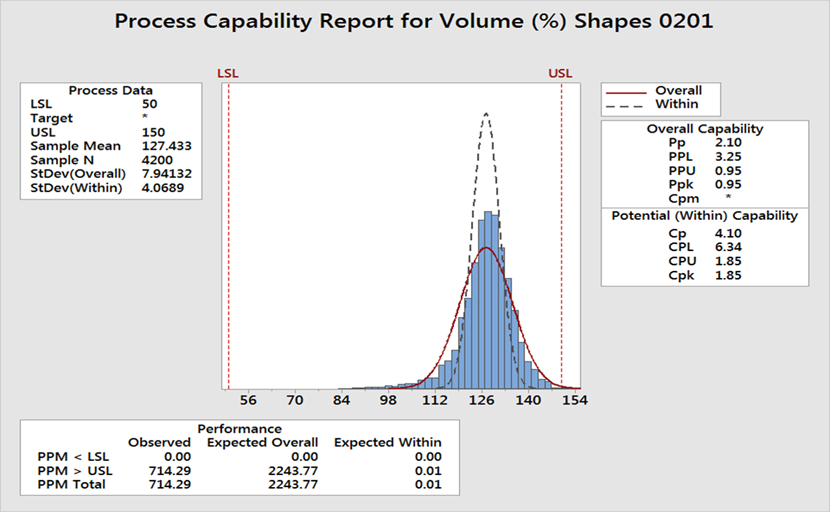
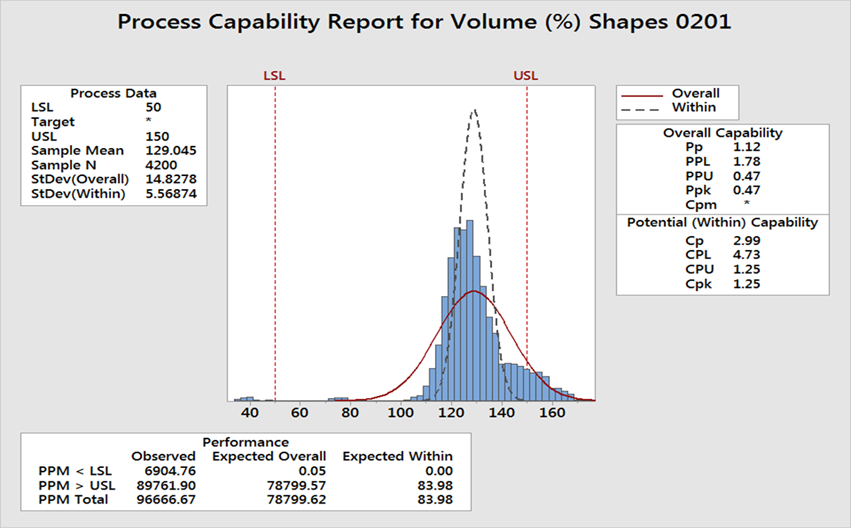
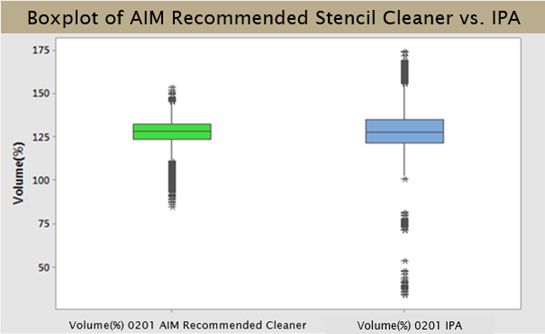
It is important to note the IPA wipe had a significant number of outliers, whereas the recommended stencil cleaner had none, as indicated in FIGURE 10. The graphs represent 4200 data points; therefore, what may appear to be insignificant is in fact very important.
Conclusion
Continuous Process Improvement (CPI), rooted in the foundation of Kaizen and ISO manufacturing principles, emphasizes the significance of even subtle changes in the production process. One such change, as simple as altering the solvent in the printer, can bring about measurable benefits in the SMT printing process. Besides the direct impact on solder paste performance, other advantages include reduced solder paste consumption and extended wipe intervals, leading to decreased wiper media consumption.
Acknowledgments
Special thanks to the AIM Soldadura de Mexico Applications Lab Manager, Andres Lozoya, for input on the design of experiment and execution, and Carlos Tafoya, AIM Technical Support Director, for guidance and expertise.