

Tim O'Neill
W tym artykule technicznym omówiono niekonwencjonalną, ale obiecującą technikę zmniejszania pustych przestrzeni QFN w produkcji w technologii montażu powierzchniowego (SMT). Przenosząc punkt ciężkości z padu uziemiającego na pady I/O (Input/Output) pakietu QFN, metoda ta nie tylko oferuje świeże spojrzenie na łagodzenie problemów związanych z pustkami, ale także przedstawia opłacalne rozwiązanie bez zwiększania złożoności procesu montażu lutowia.
Wprowadzenie do wyzwań związanych z pustymi przestrzeniami QFN
Integracja pakietów Quad Flat No-lead (QFN) z procesami montażu lutowanego często skutkuje uporczywym wyzwaniem: unieważnieniem.
Pustki lub kieszenie powietrzne w lutowiu mogą zagrozić niezawodności termicznej i mechanicznej połączenia lutowanego. Jest to szczególnie istotne w przypadku układów QFN, które są powszechnie stosowane w wysokowydajnych układach scalonych. wysoka niezawodność aplikacje.
Tradycyjne wysiłki mające na celu złagodzenie pustych przestrzeni QFN obejmują modyfikację profili reflow, udoskonalanie formuł pasty lutowniczej i eksperymentowanie z różnymi projektami szablonów i rozmiarami apertur. Te modyfikacje projektu apertury szablonu zwykle koncentrują się na podkładce uziemiającej. Chociaż metody te zapewniają pewien sukces, wymagają również znacznych zmian w procesie produkcyjnym, co prowadzi do zwiększonej złożoności i kosztów. Co więcej, uporczywy charakter pustych przestrzeni QFN wskazuje, że konieczne jest bardziej innowacyjne podejście, aby skutecznie rozwiązać ten problem.
W kolejnych sekcjach przyjrzymy się nowatorskiemu podejściu, które obejmuje modyfikację apertur szablonów padów I/O. Przedstawiamy metodologię eksperymentalną zastosowaną do przetestowania tego podejścia, zaobserwowane wyniki i implikacje teoretyczne.
Metodologia eksperymentalna
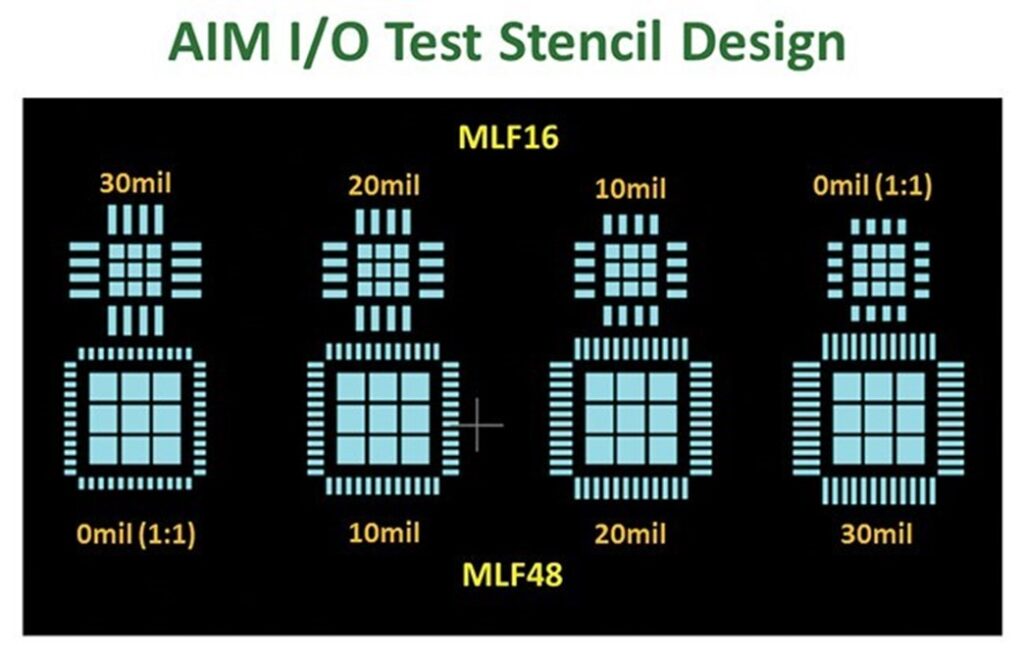
Badanie koncentrowało się na trzech różnych urządzeniach Micro Lead Frame (MLF): MLF16, MLF32 i MLF48. Dla każdego z tych urządzeń MLF przetestowano cztery różne wzory druku padów I/O:
- Wydruk 1 do 1, który dokładnie pasował do przewodów I/O, służąc jako punkt odniesienia do porównania.
- Nadruk rozszerzający nadruk o 10 milsów poza wyprowadzenia I/O.
- Nadruk rozszerzający nadruk o 20 milsów poza wyprowadzenia I/O.
- Nadruk rozszerzający nadruk o 30 milsów poza wyprowadzenia I/O.
Wybór zmienności wzoru nadruku został podyktowany wcześniejszymi przypadkowymi obserwacjami zmniejszonego ubytku z nadrukiem I/O. Postawiono hipotezę, że te małe przyrosty nadruku (10, 20 i 30 milicali) skutecznie cofną się podczas procesu reflow i będziemy mogli określić wszelkie związane z tym skutki dla pustek. Rysunek 1 przedstawia przykłady projektu szablonu dla tego eksperymentu.
Typ 4, brak czystej pasty lutowniczej SAC305 został wydrukowany za pomocą 4-milimetrowego (100 μm) szablonu ze stali nierdzewnej premium z nanopowłoką fluoropolimerową na płytkach testowych PCB2009. Zastosowano liniowy profil ramp-to-spike.
Większość redukcji pustych przestrzeni profile rozpływowe obejmują przedłużoną ekspozycję termiczną lub strefy namaczania w celu promowania ulatniania się strumienia przed osiągnięciem przez stop stanu ciekłego. Ponieważ celem tego badania było wyizolowanie i ocena skuteczności nadruku I/O, wybraliśmy najmniej wybaczający profil termiczny. Wyniki badań rentgenowskich zostały następnie przeanalizowane zarówno wizualnie, jak i za pomocą oprogramowania statystycznego.
Obserwacje i wyniki
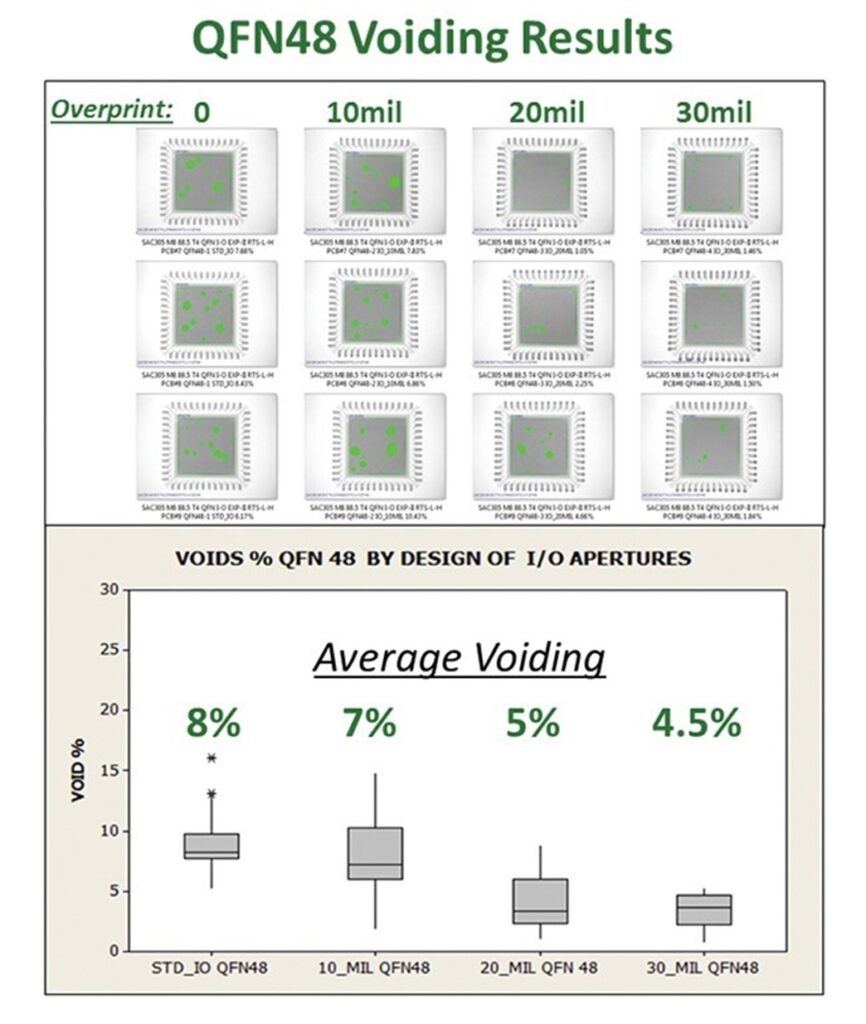
Pakiety QFN ze zmodyfikowanymi aperturami padów I/O wykazywały stały spadek tworzenia się pustek przy większych nadrukach I/O. Średnio odnotowano ponad 50% redukcję pustych przestrzeni w różnych typach i rozmiarach urządzeń od 0mil do 30mil próbek. Jest to wyraźnie widoczne na rysunku 2, który przedstawia wyniki pustych przestrzeni dla MLF48.
Rysunek 3 dodatkowo podkreśla analizę porównawczą pustek w tradycyjnych i zmodyfikowanych konstrukcjach padów. Bez względu na rozmiar lub konfigurację, podejście polegające na modyfikacji padów I/O wykazało jednolitą skuteczność w zmniejszaniu ubytków.
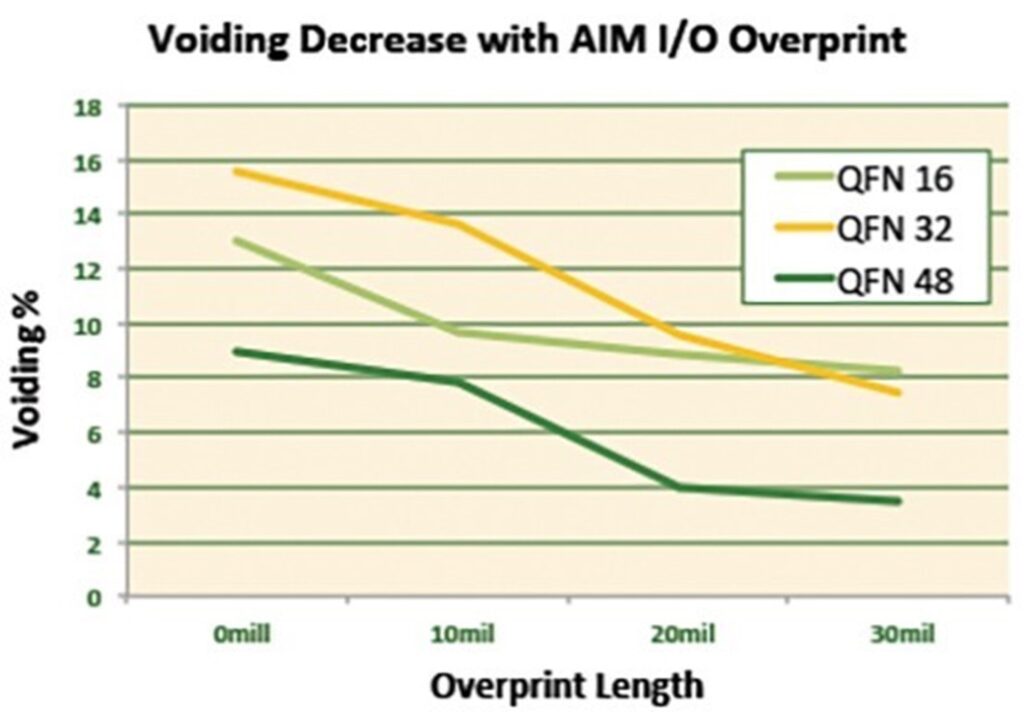
Wyniki tych badań potwierdzają skuteczność modyfikacji padów I/O, a także otwierają nowe możliwości optymalizacji procesu montażu lutowia.
Proponowane wyjaśnienie wyników
Poniższe wyjaśnienie jest hipotetyczne i nie zostało potwierdzone eksperymentalnie, ale uważamy, że zapewnia wiarygodny opis mechanizmów stojących za tymi niezwykłymi wynikami.
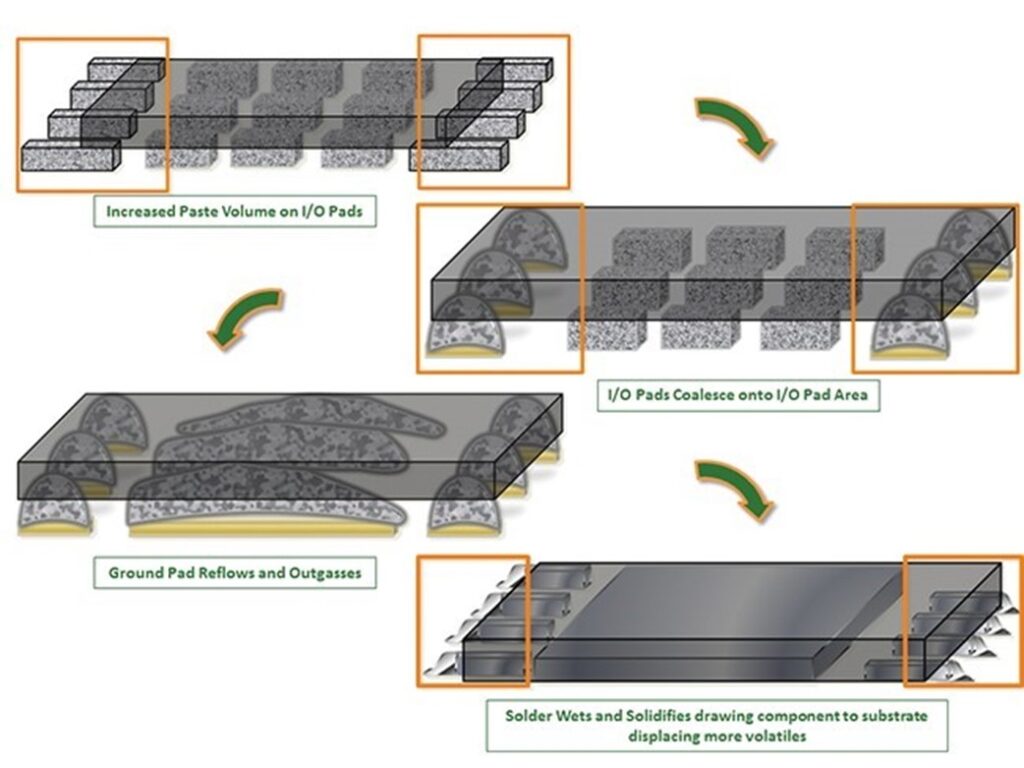
Ponieważ wejścia/wyjścia znajdują się na obwodzie, osiągają temperaturę cieczy przed środkowym padem. Podczas topnienia, nadruki łączą się na padach I/O. Powoduje to podniesienie komponentu na krótki okres - czas między stopieniem na zewnątrz a stopieniem wewnątrz.
Gdy tylko nadruk na środkowym padzie topi się i zwilża, pakiet zapada lut. To chwilowe podniesienie może umożliwić szybkie odgazowanie i/lub zapadnięcie się samego elementu może wymusić wydostanie się gazu, ponieważ ściska on ciekły lut. Proces ten zilustrowano na rysunku 4.
Implikacje i przyszłe kierunki badań
Wykazanie, że niewielkie modyfikacje apertur szablonów padów we/wy mogą prowadzić do znacznego zmniejszenia pustych przestrzeni, stanowi potencjalną zmianę paradygmatu w technikach lutowania QFN. Producenci mogą przyjąć to podejście przy minimalnym zakłóceniu istniejących procesów, ponieważ nie wymaga ono nowego sprzętu ani materiałów.
Chociaż badanie koncentrowało się na określonych typach QFN i warunkach, przyszłe badania mogą rozszerzyć zakres tego podejścia. Eksploracje mogłyby obejmować różne rodzaje pasty lutowniczej, różne profile rozpływowe i inne typy opakowań. Dodatkowo, długoterminowe badania niezawodności byłyby korzystne, aby zrozumieć wpływ tych modyfikacji na żywotność urządzeń elektronicznych.
Na podstawie artykułu "Aperture Design to Minimize QFN Voiding" autorstwa Tima O'Neilla, pierwotnie opublikowanego w Circuits Assembly.