

Timothy O'Neill
W montażu płytek drukowanych (PCB) integralność maski lutowniczej ma kluczowe znaczenie. Ta warstwa ochronna, zaprojektowana w celu ochrony powierzchni miedzianych i zapobiegania powstawaniu mostków lutowniczych między komponentami, odgrywa kluczową rolę w zapewnianiu niezawodności i funkcjonalności urządzeń elektronicznych.
Maski lutownicze mogą jednak borykać się z kilkoma problemami, takimi jak pękanie, rozwarstwianie, łuszczenie i obecność woskowych lub oleistych pozostałości. Wady te mogą prowadzić do komplikacji, takich jak mikro kulki lutownicze, mostkowanie i ślady ślimaków lutowniczych, szczególnie zauważalne po procesach lutowania na fali.
Wyzwania te nie tylko zagrażają jakości i długoterminowej niezawodności PCB, ale mogą również prowadzić do znacznych przeróbek produkcyjnych i zwiększonych kosztów.
Najczęstsze przyczyny problemów z maską lutowniczą
Problemy z maską lutowniczą mogą wynikać z kilku czynników, począwszy od procesu produkcyjnego, a skończywszy na użytych materiałach. Oto kilka najczęstszych przyczyn:
- Nieodpowiednie przygotowanie powierzchni: Aby maska lutownicza przylegała prawidłowo, powierzchnia PCB musi być czysta i wolna od zanieczyszczeń. Wszelkie pozostałości lub utlenianie/wilgoć mogą znacząco wpłynąć na przyczepność maski.
- Nieprawidłowe utwardzanie: Maski lutownicze wymagają odpowiedniego utwardzenia, aby osiągnąć optymalną przyczepność i trwałość. Niedostatecznie utwardzone maski lutownicze są podatne na wszelkie płyny i mogą zostać łatwo uszkodzone podczas procesu lutowania z powodu absorpcji topnika i niewłaściwego ulatniania. Niewystarczająca ilość utwardzacza w składzie maski lutowniczej może również spowodować, że nigdy nie utwardzi się ona w pełni po utwardzeniu.
- Porowatość maski lutowniczej: Maski lutownicze mogą czasami wykazywać porowatość w zależności od rodzaju zastosowanej maski lutowniczej, procesu aplikacji i procesu utwardzania. Substancje chemiczne, takie jak topnik i środki czyszczące, a także wilgoć mogą przenikać przez te małe otwory. Może to z czasem prowadzić do problemów z niezawodnością, a także korozji lub innych uszkodzeń.
- Czynniki środowiskowe: Maska lutownicza może absorbować substancje chemiczne podczas produkcji PCB, które mogą stać się wysoce higroskopijne lub korozyjne. Po wystawieniu na działanie warunków terenowych, te zaabsorbowane substancje mogą powodować awarie PCB z powodu połączonego wpływu wilgoci, ciepła i naprężeń elektrycznych.
Prawie wszystkie przypadki rozwarstwienia maski lutowniczej są związane z samą płytką PCB, a nie z topnikiem lub sprzętem używanym w procesie montażu. Jeśli maska lutownicza wykazuje widoczne uszkodzenia lub jeśli obecne są oleiste lub woskowe pozostałości, może to wskazywać na problemy z przyczepnością lub niewłaściwym utwardzeniem maski, lub potencjalnie kombinację obu czynników.
Inne oznaki problemu obejmują ślady ślimaków lutowniczych, mikro kulki lutownicze lub mostkowanie po procesie lutowania. Bardzo ważne jest, aby zidentyfikować i rozwiązać te problemy, aby zapobiec pogorszeniu wydajności i integralności PCB.
Oto kilka prostych testów, które inżynier może wykonać na hali produkcyjnej, aby pomóc w ustaleniu pierwotnej przyczyny.
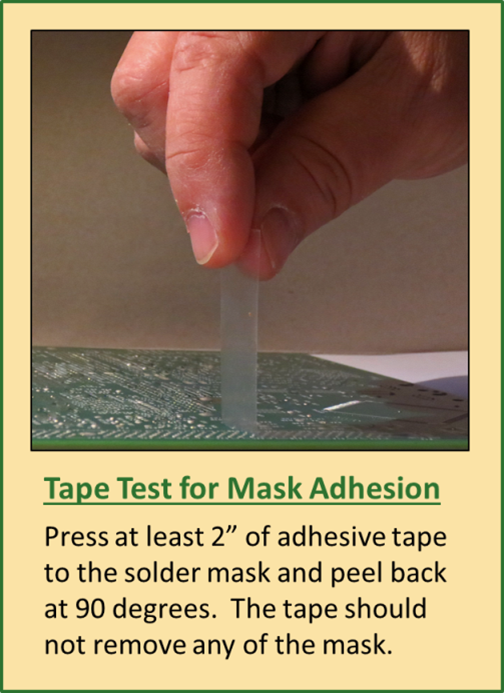
Test przyczepności: Test taśmy
Test ten polega na nałożeniu kawałka przezroczystej taśmy samoprzylepnej o długości co najmniej 2 cali. Przyciśnij taśmę do płytki i pociągnij ją szybko w górę pod kątem około 90 stopni do powierzchni PCB (rysunek 1). Jeśli taśma ściągnie maskę, oznacza to problem z przyczepnością. Oficjalna metoda testowa IPC (2-4-28) określa taśmę 3M Brand 600 ½ cala (znaną również jako "Scotch"), ale jeśli nie ma jej w dozowniku, użyj dowolnej taśmy.
Jeśli maska się podniesie, obserwuj stan miedzi pod spodem. Jeśli miedź jest błyszcząca, prawdopodobnie nie została odpowiednio przygotowana do nałożenia maski lutowniczej. Matowe wykończenie wskazuje na prawidłowe czyszczenie i szorstkowanie powierzchni przed nałożeniem maski.
Kontrola utwardzania i twardości
Możesz wypróbować następujące trzy testy, aby sprawdzić utwardzenie i twardość maski.
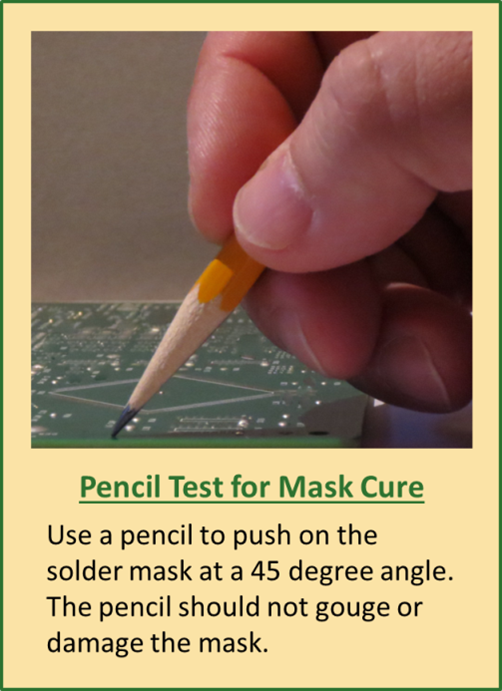
Test ołówka: Znajdź drewniany ołówek i naostrz go na nowo. Trzymaj go pod kątem 45° i mocno dociśnij od siebie (rysunek 2). Jeśli maska lutownicza unosi się lub żłobi, nie jest wystarczająco twarda. Może to być wynikiem niewłaściwego utwardzania lub niewystarczającej ilości utwardzacza dodanego do maski przed utwardzeniem.
Ołówek, którego użyłeś, to prawdopodobnie #2H (wszyscy znamy je ze standardowych testów). Ołówki są oceniane w skali twardości, a każdy grafit o twardości mniejszej niż #6H nie powinien żłobić maski lutowniczej. Jeśli chcesz #6H lub kompletny zestaw ołówków o różnej twardości, są one sprzedawane w sklepach z artykułami artystycznymi.
Test pieczenia: Przeprowadź ten test, umieszczając płytkę drukowaną w piekarniku nagrzanym do 175°C i pozwól, aby temperatura płytki osiągnęła 155°C. Po osiągnięciu tej temperatury, utrzymuj płytkę w temperaturze 155°C przez dokładnie 60 minut. Upewnij się, że piekarnik ma odpowiednią wentylację, aby usunąć wszelkie szkodliwe opary i plastyfikatory, zapobiegając ich ponownemu osadzaniu się na lutowalnych wykończeniach, co mogłoby spowodować zwilżanie lub słabe zwilżanie.
Jeśli problemy takie jak pęknięcia, rozwarstwienia i obecność oleistych lub woskowych pozostałości zostaną rozwiązane po tym zabiegu, oznacza to, że maska lutownicza była niedostatecznie utwardzona, a dodatkowe wypalanie pomogło zakończyć proces utwardzania.
Jeśli jednak problemy będą się utrzymywać, może to sugerować, że formuła maski lutowniczej była nieprawidłowa, potencjalnie z powodu niewystarczającej ilości utwardzacza dodanego podczas przygotowania.
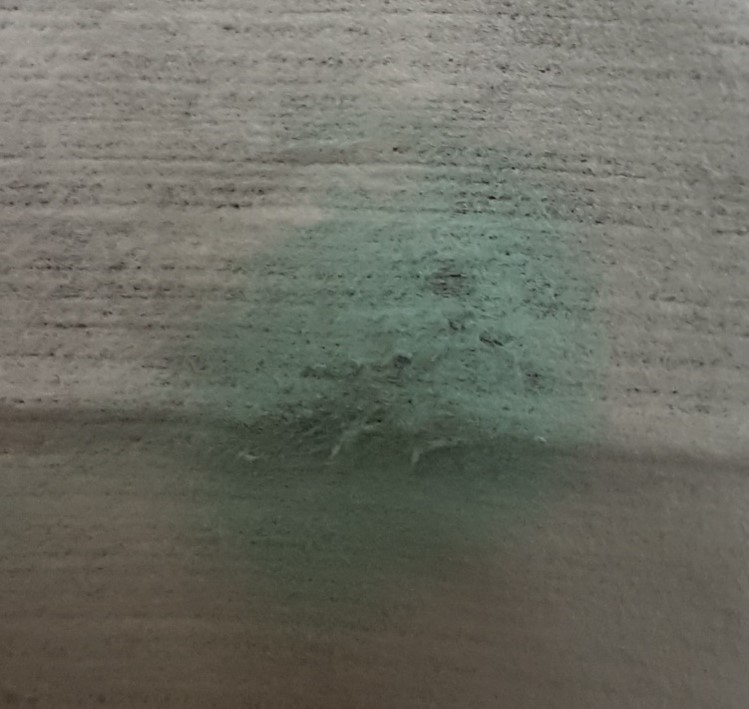
Chusteczki do sprawdzania maski lutowniczej: BLT Circuit Services oferuje łatwe w użyciu chusteczki do sprawdzania masek lutowniczych. Chusteczki te są przeznaczone do szybkiego testu jakościowego w celu identyfikacji niedostatecznie utwardzonej maski lutowniczej na płytkach drukowanych. Aby ich użyć, należy wyjąć chusteczkę z opakowania, upewniając się, że opakowanie jest ponownie uszczelnione. Pocierać chusteczką płytkę PCB z umiarkowanym naciskiem przez około 10-15 sekund w różnych miejscach.
Jeśli maska lutownicza jest niedostatecznie utwardzona, kolor z rezystora zostanie przeniesiony na ściereczkę, wskazując na problemy z przyczepnością lub utwardzeniem maski (rysunek 3). Jeśli taki transfer wystąpi, sugeruje to, że płytka PCB może mieć wady i powinna zostać zgłoszona do dostawcy w celu korekty.
Studium przypadku: Jak chemia topnika może zaostrzyć problemy z maską lutowniczą
Podczas gdy problemy z maską lutowniczą zazwyczaj wynikają z problemów z aplikacją, które można zidentyfikować za pomocą wcześniej opisanych kontroli, interakcja między maską a składem chemicznym topnika może również powodować problemy w rzadkich przypadkach. Poniżej opisujemy sytuację, w której problem był przynajmniej częściowo związany z topnikiem.
Problem
W tym przypadku płynny topnik zdawał się oddziaływać z maską lutowniczą, sprawiając, że wydawała się zamglona i spękana, a nawet podnosząc ją z podłoża. Problem wydawał się występować najczęściej i najbardziej dotkliwie wokół ścieżek. Przegląd procesu lutowania na fali nie wykazał żadnych nietypowych kroków, parametrów ani czasów ekspozycji, które mogłyby spowodować uszkodzenie maski lutowniczej, a producent PCB upierał się, że był to problem z topnikiem.
Rozwiązywanie problemów i testy maski lutowniczej
Poprosiliśmy użytkownika o wykonanie kilku prostych testów maski lutowniczej, podczas gdy my sprawdziliśmy numer partii topnika, aby sprawdzić, czy były jakieś zmiany w produkcji lub inne obawy klientów z nim związane. Nie znaleźliśmy żadnych zmian ani obaw, ale ten konkretny topnik był wysoce wyspecjalizowanym materiałem produkowanym w małych partiach. Postawiliśmy hipotezę, że być może pewne zmiany mogły mieć miejsce w okresie przydatności do spożycia, więc przetestowaliśmy próbkę odesłaną przez użytkownika, ale ponownie nie znaleźliśmy żadnych problemów.
W międzyczasie maska nie przeszła zarówno testu taśmy, jak i testu wycierania maski lutowniczej. Następnie, podczas dalszego badania chemii maski i topnika, odkryliśmy, że maska była nowszym, bezhalogenowym produktem.
Identyfikacja przyczyny
Unikalny skład maski i brak wystarczającego utwardzenia spowodowały, że pozostała ona bardzo porowata. W rezultacie topnik został wchłonięty do podpowierzchni rezystora lutowniczego, gdzie nie mógł prawidłowo ulatniać się zgodnie z oczekiwaniami podczas fazy podgrzewania.
Gdy płytka zetknęła się z falą lutowniczą, wchłonięty topnik zagotował się między warstwami rezystora i miedzi, osłabiając przyczepność między rezystorem lutowniczym a podstawowymi ścieżkami miedzianymi. Informacje te wraz z testami maski lutowniczej pomogły monterowi zademonstrować problem producentowi PCB i doprowadzić do jego rozwiązania.
Przemyślenia końcowe
Nie jest niczym niezwykłym, że dostawca chemii lutowniczej prowadzi analizę przyczyn źródłowych problemów z lutowaniem. W rzeczywistości ma to sens. Personel wsparcia technicznego lutowania widzi tak wiele różnorodnych procesów i problemów, że są naturalnymi specjalistami od rozwiązywania problemów i doskonałym źródłem informacji dla inżynierów procesu. Prawidłowa ocena wydajności materiałów często opiera się na testach opartych na wiedzy przyczynowo-skutkowej, którą zdobywa się tylko poprzez doświadczenie.
Dostawca usług wysokiej jakości nie powinien próbować przerzucać odpowiedzialności za problemy związane z procesami w dół linii, ale raczej zobowiązać się do poprowadzenia klienta do najszybszego, najbardziej efektywnego rozwiązania, niezależnie od winy. Strategia "przerzucania odpowiedzialności" może przynieść odwrotny skutek i zagrozić biznesowi; jednak z jakiegoś niewytłumaczalnego powodu jest ona nadal powszechnie stosowana. Dopóki nie zostanie ona wyeliminowana, nadal dzwoń do lutowników; wiele z naszego cennego doświadczenia zdobywamy dzięki wyzwaniom naszych klientów.