

Par Tim O'Neill
Cet article technique explore une technique non conventionnelle mais prometteuse pour réduire les vides dans les boîtiers QFN lors de la fabrication par technologie de montage en surface (SMT). En déplaçant l'attention du plot de masse vers les plots E/S (Entrée/Sortie) du boîtier QFN, cette méthode offre non seulement une nouvelle perspective sur l'atténuation des problèmes de vide, mais présente également une solution rentable sans ajouter de complexité au processus d'assemblage par soudure.
Introduction aux défis posés par le vide dans les QFN
L'intégration des boîtiers Quad Flat No-lead (QFN) dans les processus d'assemblage par brasage se heurte souvent à un problème persistant : le vide.
Les vides ou les poches d'air dans la brasure peuvent compromettre la fiabilité thermique et mécanique du joint de brasure. Ceci est particulièrement critique pour les QFNs, qui sont couramment utilisés dans les applications de haute performance et de haute technologie. haute fiabilité des applications.
Les efforts traditionnels pour atténuer les défauts des QFN consistent à modifier les profils de refusion, à affiner les formulations de pâte à braser et à expérimenter différentes conceptions de pochoirs et tailles d'ouverture. Ces modifications de la conception de l'ouverture du pochoir se concentrent généralement sur le plot de masse. Si ces méthodes donnent de bons résultats, elles nécessitent également des modifications importantes du processus de fabrication, ce qui entraîne une augmentation de la complexité et des coûts. En outre, la nature persistante du vide dans les QFN indique qu'une approche plus innovante est nécessaire pour résoudre ce problème de manière efficace.
Dans les sections suivantes, nous examinons une nouvelle approche qui consiste à modifier les ouvertures du stencil du pad d'E/S. Nous décrivons la méthodologie expérimentale utilisée pour tester cette approche, les résultats observés et les implications théoriques. Nous décrivons la méthodologie expérimentale utilisée pour tester cette approche, les résultats observés et les implications théoriques.
Méthodologie expérimentale
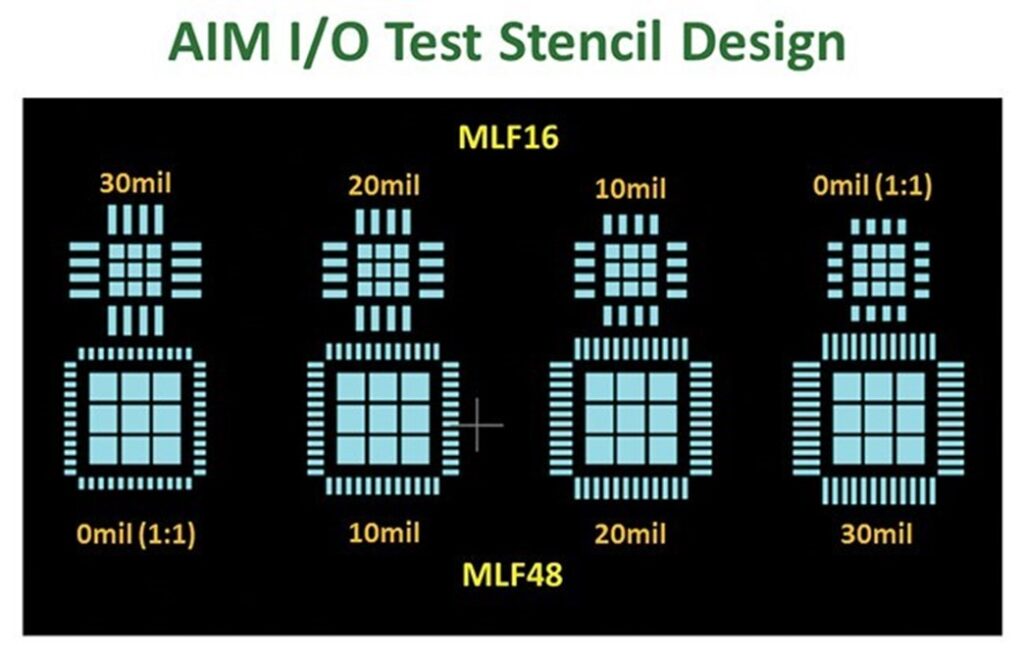
L'étude s'est concentrée sur trois dispositifs distincts de type Micro Lead Frame (MLF) : MLF16, MLF32 et MLF48. Pour chacun de ces dispositifs MLF, quatre motifs d'impression distincts des tampons d'E/S ont été testés :
- Une impression 1:1, correspondant exactement aux entrées-sorties, a servi de référence pour la comparaison.
- Une surimpression prolongeant l'impression de 10 mils au-delà des fils d'entrée/sortie.
- Une surimpression prolongeant l'impression de 20 mils au-delà des fils d'entrée/sortie.
- Une surimpression prolongeant l'impression de 30 mils au-delà des fils d'entrée/sortie.
Ce choix de variation du motif d'impression a été guidé par des observations incidentes antérieures de réduction de la vidange avec la surimpression I/O. L'hypothèse était que ces petits incréments de surimpression (10, 20 et 30 mils) se retireraient effectivement pendant le processus de refusion et que nous pourrions déterminer les effets associés sur le vide. La figure 1 montre des exemples de la conception du pochoir pour cette expérience.
Type 4, pas de pâte à braser SAC305 propre a été imprimé à travers un pochoir en acier inoxydable de qualité supérieure de 4 millimètres (100μm) avec un nanocoating en fluoropolymère sur des cartes d'essai PCB2009. Un profil de rampe à pic, ou linéaire, a été utilisé.
La plus grande réduction du vide profils de refusion incorporer une exposition thermique prolongée ou des zones de trempage pour promouvoir la volatilisation du flux avant que l'alliage n'atteigne le liquidus. L'objectif de cette étude étant d'isoler et d'évaluer l'efficacité de la surimpression E/S, nous avons choisi le profil thermique le moins tolérant. Les résultats des rayons X ont ensuite été analysés visuellement et à l'aide d'un logiciel statistique.
Observations et résultats
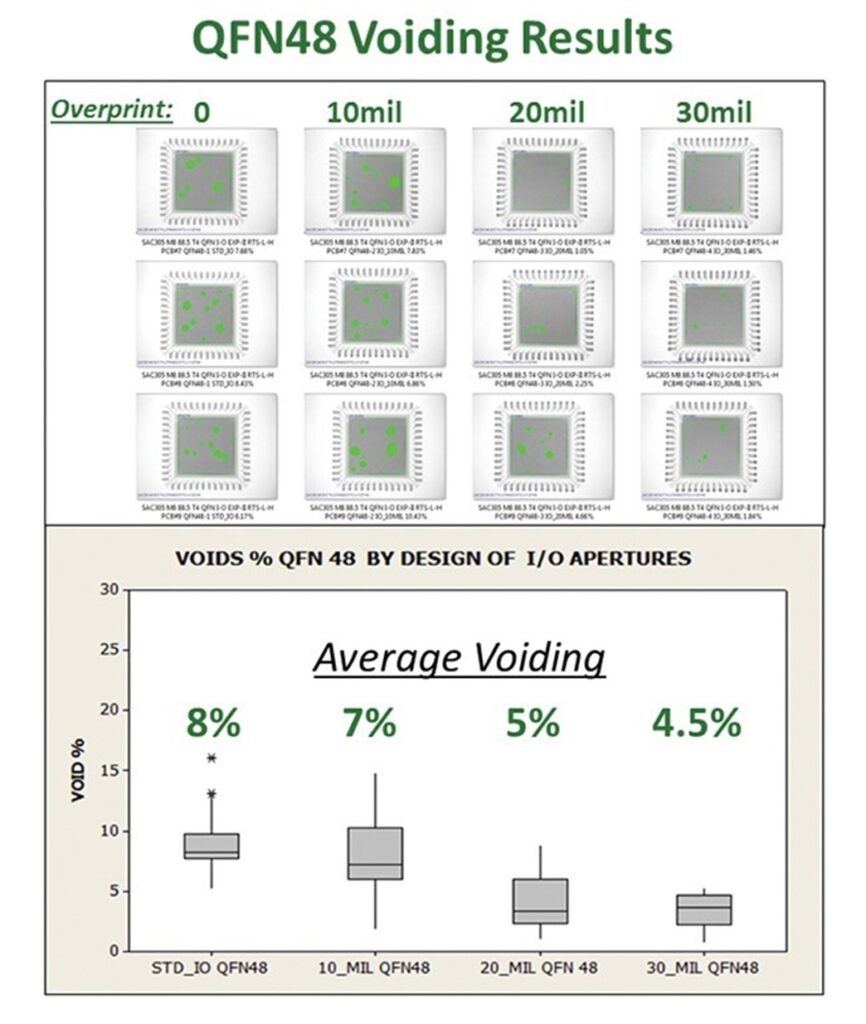
Les boîtiers QFN avec des ouvertures de tampon d'E/S modifiées ont montré une diminution constante de la formation de vides avec une surimpression d'E/S plus importante. En moyenne, il y a eu une réduction de plus de 50% de la formation de vides dans les différents types et tailles de dispositifs entre la ligne de base de 0mil et les échantillons de 30mil. Ceci est clairement visible dans la figure 2, qui montre les résultats de la formation de vides pour le MLF48.
La figure 3 met également en évidence l'analyse comparative de la formation de vides dans les conceptions traditionnelles et les conceptions modifiées de tampons. Indépendamment de la taille ou de la configuration, l'approche de la modification des tampons d'E/S a démontré une efficacité uniforme dans la réduction du vide.
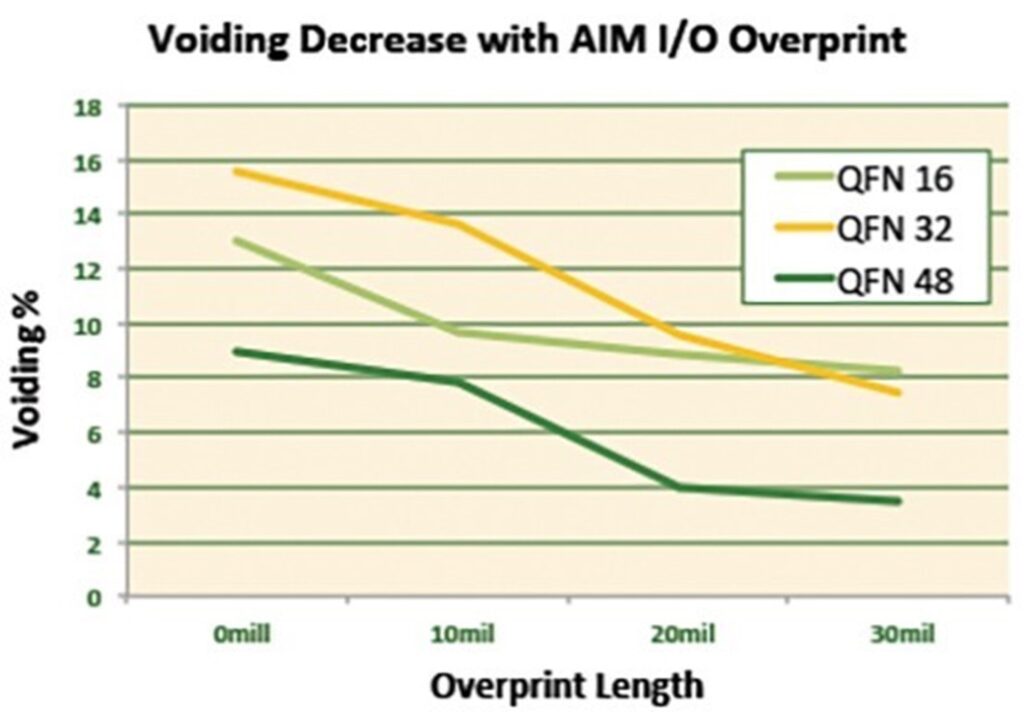
Les résultats de cette étude valident l'efficacité de la modification des tampons d'E/S et ouvrent de nouvelles voies pour l'optimisation du processus d'assemblage par brasage.
Proposition d'explication des résultats
L'explication proposée ci-dessous est hypothétique et n'a pas été confirmée expérimentalement, mais nous pensons qu'elle fournit une description plausible des mécanismes à l'origine de ces résultats remarquables.
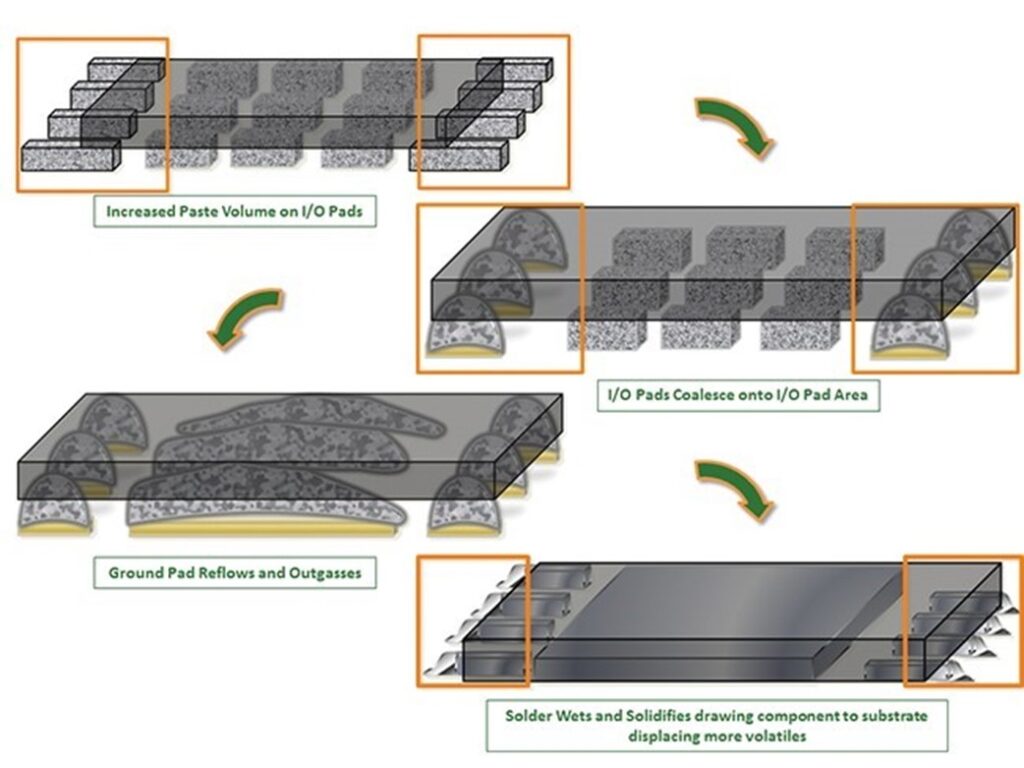
Comme les E/S se trouvent sur le périmètre, elles atteignent la température de liquidité avant la pastille centrale. Lorsqu'elles fondent, les surimpressions se regroupent sur les tampons d'E/S. Cela soulève le composant pendant une brève période - le temps entre la fusion extérieure et la fusion intérieure. Cela soulève le composant pendant une courte période - le temps entre la fonte extérieure et la fonte intérieure.
Dès que l'impression sur la pastille centrale fond et se mouille, l'emballage fait s'effondrer la soudure. Ce soulèvement momentané peut permettre un dégazage rapide et/ou l'effondrement du composant lui-même peut forcer le gaz à sortir en comprimant la soudure liquide. Ce processus est illustré à la figure 4.
Implications et orientations futures de la recherche
La démonstration que des modifications mineures apportées aux ouvertures des pochoirs des plages d'E/S peuvent conduire à une réduction significative des défauts d'étanchéité constitue un changement de paradigme potentiel dans les techniques de brasage des QFN. Les fabricants peuvent adopter cette approche en perturbant le moins possible les processus existants, car elle ne nécessite pas de nouveaux équipements ou matériaux.
Bien que l'étude se soit concentrée sur des types et des conditions spécifiques de QFN, des recherches futures pourraient élargir le champ d'application de cette approche. Les explorations pourraient inclure différents types de pâte à braser, différents profils de refusion et d'autres types de boîtiers. En outre, des études de fiabilité à long terme seraient utiles pour comprendre l'impact de ces modifications sur la durée de vie des appareils électroniques.
Basé sur l'article "Aperture Design to Minimize QFN Voiding" par Tim O'Neill, publié à l'origine dans Circuits Assembly.