

Par Timothy O'Neill et Karl Seelig
Le terme "squircle" (cercle) est le résultat d'un mélange des mots "square" (carré) et "circle" (cercle). Il ressemble à un carré aux coins arrondis. Mathématiquement, cette forme est connue sous le nom de superellipse. Lorsqu'il s'agit de la conception de pochoirs SMT, une définition plus souple est souvent utilisée, et la forme actuelle est connue sous le nom de carré arrondi - généré en séparant quatre quadrants d'un cercle et en les reliant par une ligne droite.
Il s'avère que le cercle est une forme efficace pour maximiser le volume de pâte à souder dans les espaces restreints et pour améliorer l'efficacité du transfert.
Propriétés des ouvertures en forme de cercle
La conception de l'écaille incorpore les caractéristiques positives des ouvertures circulaires et carrées.
Caractéristiques de l'ouverture du cercle
En raison de leur conception lisse et arrondie, les ouvertures circulaires ne présentent pas de coins où les tampons se chevauchent ni de zones mortes pour la pâte. Cependant, il est beaucoup plus difficile d'obtenir un volume de pâte suffisant dans les espaces restreints en utilisant des cercles. En effet, la surface d'un cercle d'un diamètre donné est inférieure à celle d'un carré de même longueur (selon les formules de la surface d'un cercle par rapport à la surface d'un carré : (π/4)d2 < d2).
En outre, les cercles ont une tension de surface égale sur tout le diamètre de l'ouverture. Lors de la séparation, cela peut augmenter la quantité de pâte à braser qui reste dans l'ouverture. Imaginez une bulle de savon sur une surface plane : une tension superficielle égale la maintient stable. Cette même caractéristique empêche la pâte de sortir de l'ouverture circulaire.
Caractéristiques de l'ouverture carrée
Un carré présente l'avantage inhérent de maximiser le volume de pâte dans les espaces restreints. Cependant, lors de l'impression de pâte à braser, les particules ont tendance à s'agglomérer dans les angles aigus de l'ouverture, ce qui entraîne une plus grande variation d'une dépose à l'autre. Il est également probable que cette variation augmente avec le temps si l'efficacité de l'essuyage du pochoir diminue et que l'accumulation de pâte augmente.
Les carrés ont par nature des surfaces plus grandes que les cercles de la même dimension principale, ils devraient donc déposer plus de pâte, mais si ces coins qui capturent la pâte chevauchent les bords du tampon, ils créent également des problèmes de joint qui peuvent entraîner une variation encore plus importante.
Ouvertures en demi-lune
L'écaille combine l'avantage volumétrique des ouvertures carrées avec les avantages des formes arrondies en matière de libération de la pâte, ce qui permet également d'éviter les zones d'accumulation de pâte. Il apporte le meilleur des deux mondes à une partie extrêmement difficile du processus d'impression.
Comparaison expérimentale des formes d'ouverture
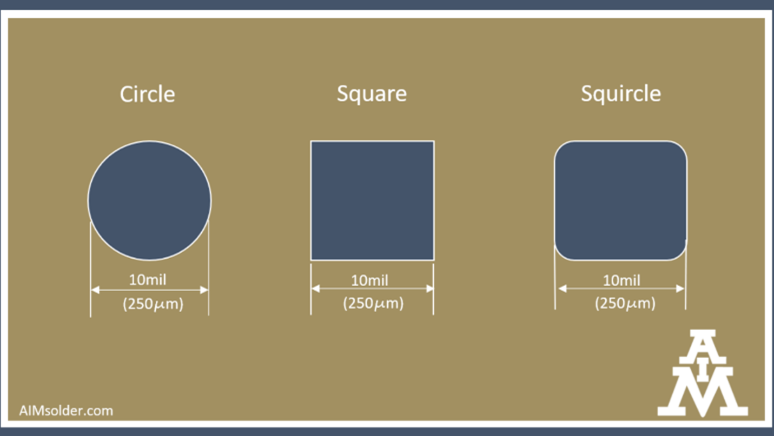
Des essais d'impression approfondis réalisés dans le laboratoire d'applications d'AIM à Juarez, au Mexique, à l'aide d'un pochoir contenant des ouvertures carrées, circulaires et en forme de cercle, confirment le bien-fondé de l'utilisation du cercle comme solution à de nombreux problèmes d'impression. En testant des ouvertures de même dimension principale (diamètre ou longueur latérale) et des rapports de surface similaires, nous avons pu comparer directement les efficacités de transfert et les volumes de dépôt réels.
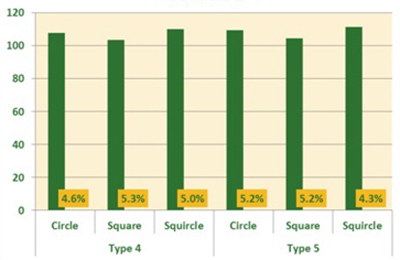
La FIGURE 4 montre les efficacités de transfert mesurées et les coefficients de variation calculés pour chaque type d'ouverture. On remarque que l'efficacité de transfert est légèrement plus faible sur le carré que sur le cercle, mais seulement de quelques points de pourcentage. Le carré présente également une variation légèrement plus élevée avec la pâte de type 4 et est équivalent aux données de la pâte de type 5. Le cercle présente systématiquement le taux de transfert le plus élevé et une variation comparable ou inférieure à celle des carrés et des cercles.
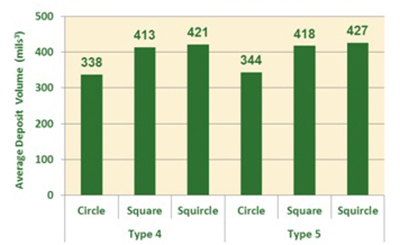
La FIGURE 5 montre le volume moyen déposé par chaque forme d'ouverture. Il est à noter que, bien que le carré ait montré une efficacité de transfert plus faible, sa plus grande surface a permis de déposer des volumes plus importants que le cercle. Mais c'est le cercle qui a déposé les volumes les plus élevés de toutes les ouvertures. Dans tous les cas, la pâte de type 5 a produit des volumes légèrement plus élevés, mais pas suffisamment pour justifier une transition vers cette pâte dans un environnement de production où des problèmes de coût, de stockage séparé et de refusion se poseraient.
Notes finales
Il est important de noter que dans ces expériences, les taux de transfert sont très élevés et les taux de variation très faibles par rapport aux résultats typiques d'essais d'impression similaires. Ces essais d'impression ont été réalisés dans un environnement idéal, en utilisant un pochoir à revêtement polymère nanométrique. Il est raisonnable de s'attendre à des tendances similaires dans les environnements de production, mais avec des taux de transfert plus faibles et des taux de variation plus élevés. Il est également raisonnable d'envisager l'utilisation de nanocouches sur des pochoirs présentant des rapports de surface serrés en raison des améliorations de la qualité (fréquemment documentées) qu'elles apportent.
Les données recueillies, mais non présentées ici, indiquent également que l'écureuil est plus résistant aux effets du vieillissement à température ambiante et aux longs temps de pause (>60 min.) entre les impressions.
Bien que notre étude souligne le potentiel de l'écureuil, des recherches plus approfondies sont nécessaires pour explorer ses applications dans diverses conditions d'assemblage et avec divers matériaux. Néanmoins, les résultats initiaux sont prometteurs et font de l'écureuil une amélioration viable des pratiques de conception des pochoirs.
Basé sur l'article "La quadrature du cercle" publié à l'origine dans l'assemblée des circuits..