

作者:Timothy O’Neill, Carlos Tafoya, Andres Lozoya
钢网清洗剂在印刷中的作用不容忽视。了解其影响对于在表面贴装(SMT)工艺中实现最佳印刷性能至关重要。然而,正如任何工程师都会证明的那样,实验室测试结果通常和现场结果不相关。虽然实验室数据是在理想条件下开发的,以产生准确和可重复的结果,而生产环境引入了在实验环境中难以复制的变量。
在该研究中,AIM应用实验室通过模拟生产环境来进行印刷测试以弥补这一差距。为了量化清洗剂对焊锡膏性能的影响,我们将常用的异丙醇(IPA)与一种新型钢网清洁剂进行了对比。
异丙醇(IPA)对焊锡膏的潜在影响
异丙醇(IPA)因其成本效益和可用性而在工业中广泛使用。虽然它是一种有效的清洗剂,但不建议将其作为工艺中的钢网清洗剂。IPA不是焊锡膏的组成部分,这意味着它可能会影响焊锡膏的性能。
一个显著的变化是,暴露在IPA中的焊锡膏会变得粘稠,降低其转印效率。使用焊锡膏检测设备(SPI)可以检测到这种影响。但还有一些微小的变化可能会导致不易察觉的问题。例如,受损的焊锡膏可能会导致助焊剂堆积在钢网的下侧,从而降低印刷分辨率。印刷分辨率差会导致焊接缺陷,包括桥接和焊珠/焊球的形成。
实验详细信息
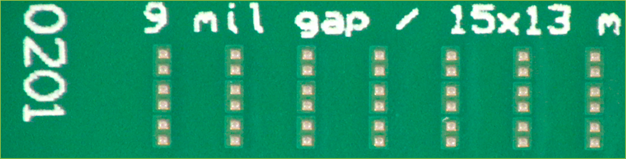
选择了一组0201元件进行实验,因为它们能更好地展示最具挑战性的问题。 表1 显示了用于测试的0201部件的钢网开孔的尺寸。 图1 显示了试验板的横截面。
| 参考 | 长度 (µm) | 宽度(µm) | 面积比 | 钢网厚度 | 每块板上元件数量 | 每块板上的焊盘数 |
|---|---|---|---|---|---|---|
| 0201 | 368 | 310 | 0.82 | 4 毫微米/100 微米 | 30 | 60 |
表1.钢网开孔尺寸
测试流程和测量
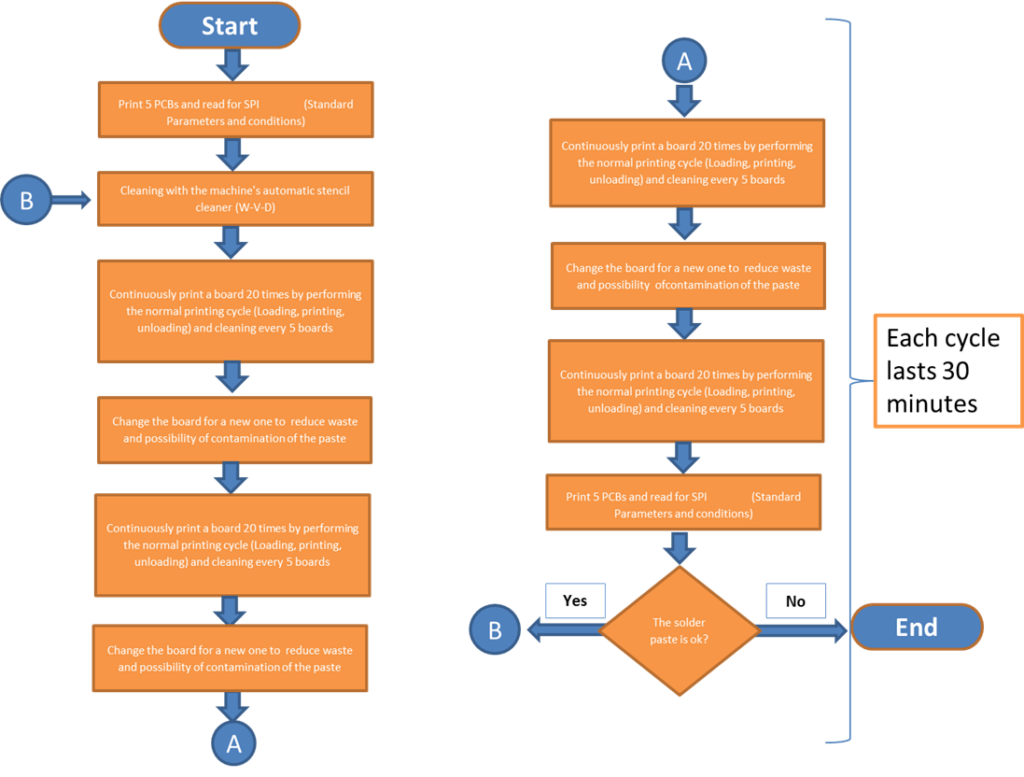
该实验需要模拟生产环境,同时隔离清洗溶剂对SAC305免洗焊锡膏的影响。 图2 是详细说明试验步骤的流程图, 表 2 总结了参考数据。
使用相同的测试板,在30分钟内执行80个印刷循环,每五块PCB进行润湿- 真空-干燥-钢网清洗的循环。30分钟后,印刷五块原始测试板,并收集SPI高度和体积测量值。测试进行了8小时(典型的生产班次),在测试期间不补充焊锡膏,以最大限度地减少对钢网溶剂的稀释。
| 已测试的电路板 | 组件总数 | 护垫总数 | 每块板上的焊盘数 | 总擦拭周期 | 总打印周期 |
|---|---|---|---|---|---|
| 80 | 2400 | 4800 | 60 | 272 | 1360 |
表 2. 参考数据
焊锡膏检测(SPI)分析
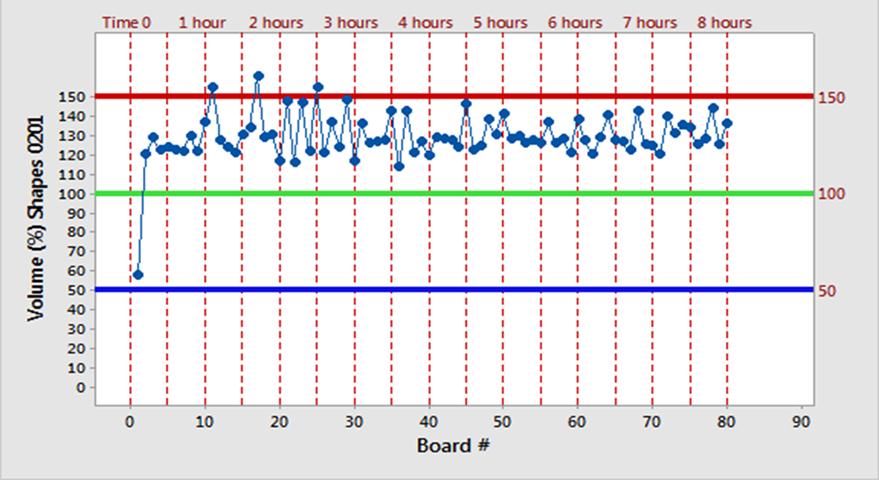
焊锡膏检测(SPI)为了解焊锡膏在不同条件下的性能提供了宝贵的数据。通过比较不同溶剂下的SPI值,我们更清楚地了解了它们对焊锡膏的影响。测量每个测试板的焊锡膏沉积体积和高度并取平均值。SPI最小/最大限值通常设置为100%±50%。图3说明了如何读取SPI图表数据。
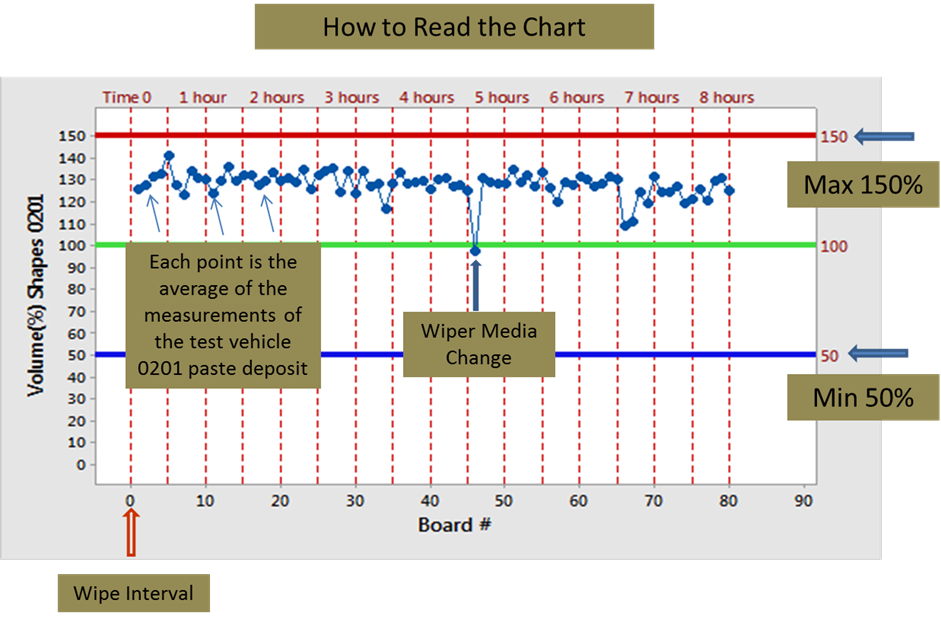
请注意,过多的焊锡膏会导致焊珠和桥接等缺陷,而缺少的焊锡膏会导致难以检测的虚焊和空洞增加。高度也是一个重要的测量值,因为焊锡膏高度或“狗耳”的变化会导致焊接性能不一致。
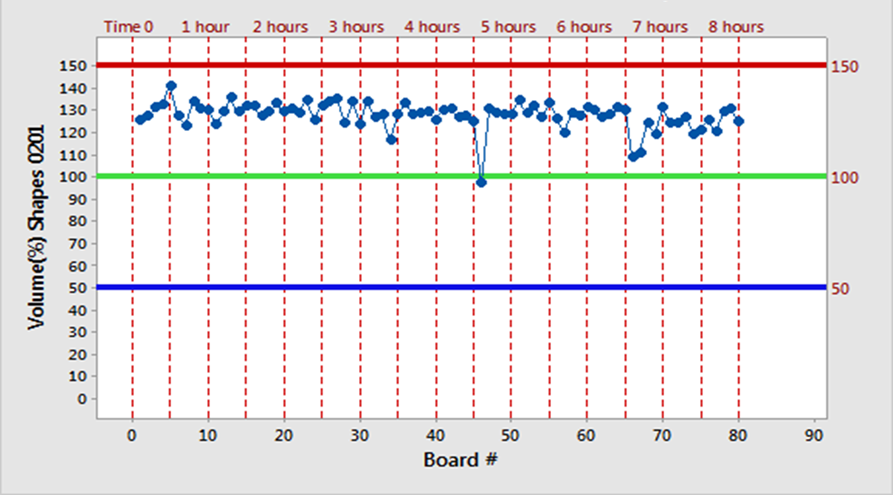
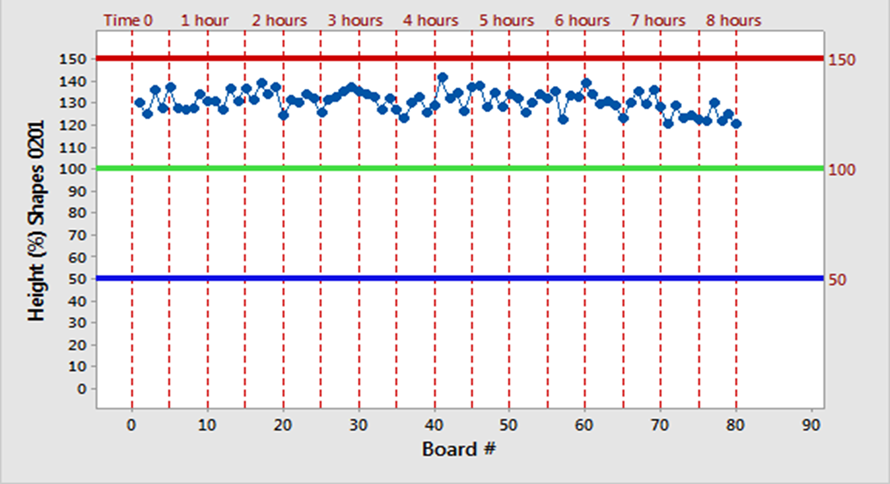
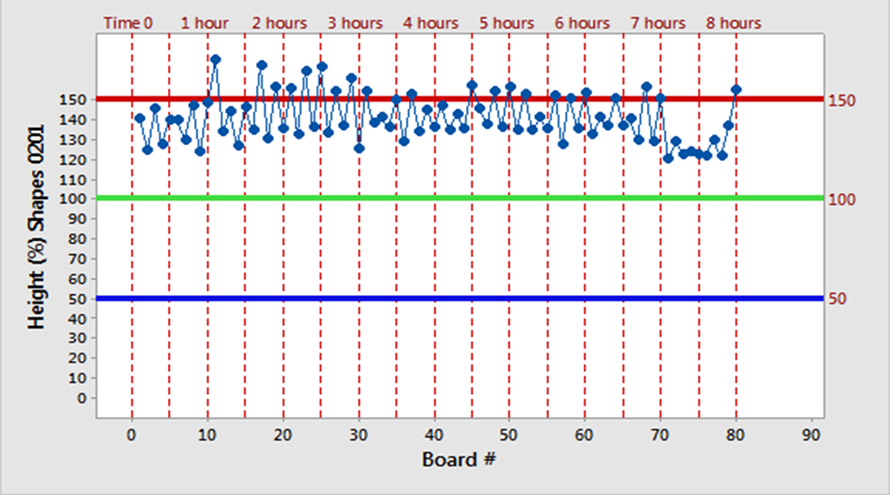
图4-7 显示了样品0201元件上焊锡膏体积的SPI结果。使用推荐清洗剂的体积(图 4) 和高度 (图 6) 方面始终处于焊锡膏限值范围内,而当使用IPA时,体积 (图 5) 偶尔会超过最大限值,高度则会重复超过最大限限值 )图 7).
过程能力分析
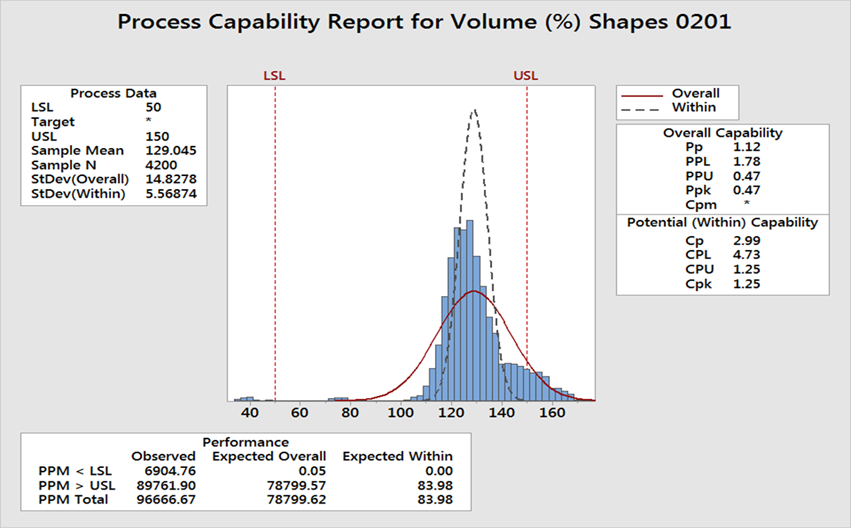
深入研究过程能力可以进一步了解溶剂对焊接工艺的影响。Cpk(过程能力指数)是一种统计指标,它可以深入了解给定过程在特定限度内产生输出的情况。Cpk值越高,表示过程能力越强,预期缺陷越少。换句话说,它告诉我们流程运行到其规范限制的程度,以及数据在平均值附近的一致性。
另一方面,西格玛水平是对过程绩效或能力的衡量。西格玛量表是一种度量标准,用于量化流程如何在规范限制内运行。西格玛值越高表示缺陷越少:
- A 3西格玛流程意味着该流程93.319%无缺陷或每百万次机会中有66807个缺陷(DPMO)。
- 5西格玛工艺意味着该流程99.977%无缺陷或每百万次机会有233个缺陷(DPMO)。
图8和图9 表明,当使用推荐的钢网清洗剂时,Cpk值为1.85,为a 5西格玛工艺,而当使用IPA时,Cpk值为1.25,为a 3西格玛工艺。
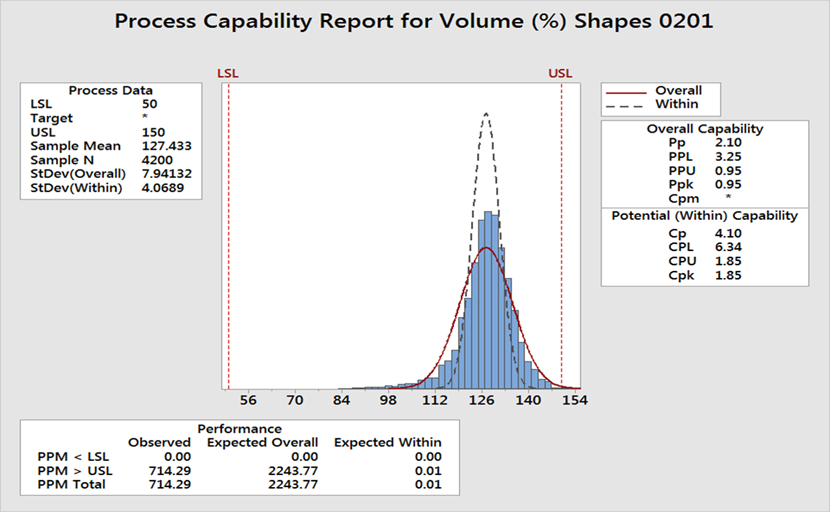
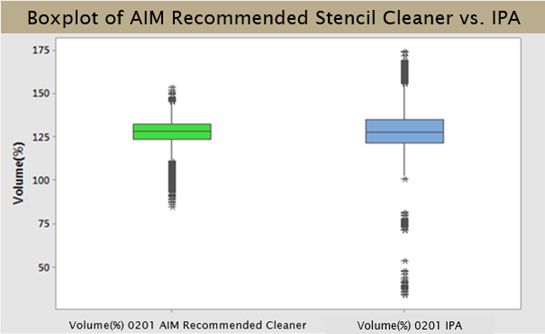
值得注意的是,使用IPA清洗剂有大量异常值,而推荐的钢网清洁剂没有异常值, 如图 10所示。这些图表表示4200个数据点;因此,看似微不足道的东西实际上是非常重要的。
结论
持续过程改进(CPI)植根于Kaizen和ISO制造原则的基础,强调生产过程中即使是细微变化的重要性。一个这样的改变,就像改变印刷机中的溶剂一样简单,可以在SMT印刷过程中带来可衡量的好处。除了对焊锡膏性能的直接影响外,其他优点还包括减少焊锡膏消耗和延长清洗间隔,从而减少清洗剂的消耗。
致谢
特别感谢AIM墨西哥应用实验室经理Andres Lozoya对实验设计和执行的投入,以及AIM技术支持总监Carlos Tafoya的指导和专业知识。