随着电子工业向微型化迈进,焊膏印刷的精度已成为制造工艺的核心。这一演变不仅需要精细的技术,还需要对超细焊膏特性的深刻理解。
本文借鉴了我们的工艺工程师、冶金学家和化学家的知识,旨在让读者全面了解这一专业领域所面临的挑战、创新和最佳实践。
了解锡膏粉末尺寸
锡膏按其粉末大小分类,目前业内最常见的是 3、4、5 和 6 型。每种粉末尺寸都有其独特的特性,这些特性会影响印刷适性、回流行为和整体装配性能等方面。
超细焊膏 是指粉末大小在 5 型或 6 型范围内或更小的类型。下表提供了从类型 3 到类型 10 的焊膏类型的相对尺寸。
| 粉末类型 | 直径最小的球体 | 最大直径球体 | 应用 |
| Type 3 |  25 微米 |  45 微米 | 适用于 0402 英制元件。可打印直径小至 225 微米的孔。 |
| Type 4 |  20 微米 |  38 微米 | 建议用于 0.5 毫米 BGA、Micro BGA 和 0201 英制元件。可印刷直径小至 190 微米的孔。 |
| 类型 5 |  15 微米 | 25 微米 | 是组装 QFN、µBGA 和 01005 器件的必备工具。可印刷直径小至 125 微米的孔。 |
| Type 6 |  5 微米 | 15 微米 | 适用于直径为 80 - 150 微米的印刷孔,如果工艺控制得当,可能会更小。 |
| Type 7 |  2 微米 |  11 微米 | 超小元件尺寸的创新应用。可通过小至 55μm 的孔径进行打印。 |
| 类型 8 | 2 微米 |  8 微米 | 新兴 |
| 类型 9 | 1 微米 | 5 微米 | 新兴 |
| 类型 10 | 1 微米 |  3 微米 | 新兴 |
探索超细焊膏应用:微型/迷你 LED、芯片连接和 SiP
就生产和印刷电路板组装而言,超小型焊接是指制作直径小于一毫米(甚至小于十分之一毫米)的焊锡印刷品。这是利用先进的印刷技术实现的,这种技术可以精确地放置和回流所需的微量焊膏。
由于封装尺寸小,此类应用的元件贴装同样需要精确,通常需要机器人辅助。这种精度是至关重要的,尤其是在处理 01005(0.4 毫米 x 0.2 毫米),甚至 008004(0.2 毫米 x 0.1 毫米)或更小的元件时,误差几乎不存在。
MiniLED 和 MicroLED
微型和 microLED 微型 LED 技术涉及将微型 LED 组装到显示应用的基板上,对精度和一致性要求很高。微型 LED 的尺寸可小至 150 x 100μm,需要使用 6 型焊膏。MicroLED 是一种新兴技术,其尺寸可能为 50 x 50μm,需要使用 7 型或更精细的焊膏才能实现准确可靠的焊接。
模具安装
芯片贴装是半导体封装中的一个关键步骤,包括将芯片粘接到基板或引线框架上。所使用的焊料通常为锡膏或预成型焊料,颗粒大小因应用的具体情况而异。对于间距较小的元件,使用较小的焊粉尺寸(5 类或更细)以确保精确可靠的粘接,一些最小的应用需要使用 7 类焊膏。
系统级封装(SiP)
系统级封装(SiP)技术将多个电子元件集成到一个模块中,优化了空间和性能。它们是通过复杂的装配工艺制造的,涉及各种元件的精确放置和焊接,通常需要微小尺寸的焊球或焊膏。这些元件需要超细焊粉(通常为 6 类或更细),以确保在这些密集的环境中实现精确可靠的互连。
超细焊膏印刷的技术挑战和最佳实践
在超细焊膏印刷中,工程师面临着一些技术挑战。对于更细的粉末(5 型、6 型及更细),需要特别考虑的问题包括:
模板设计
钢网必须足够薄,以实现超微型元件所需的细间距印刷,但也必须足够坚固,以承受印刷过程中的压力。在这一领域,钢网厚度低至 25 微米的情况并不少见。
与传统的圆形或方形设计相比,采用 "蜗形 "开孔设计已被证明能有效改善锡膏释放,降低焊接缺陷的可能性。
垫圈
在超精细领域,适当的密封--在钢网和印刷电路板之间形成的密封--对于防止焊膏渗出或弄脏指定焊盘区域之外至关重要。确保印刷机的参数(刮刀速度、压力和分离速度)针对所使用的特定焊膏类型进行了微调。由于颗粒可能小至 2 微米,即使是微小的缝隙也可能导致泄漏。定期检查和清洁钢网以防止堵塞也很重要。
董事会注册
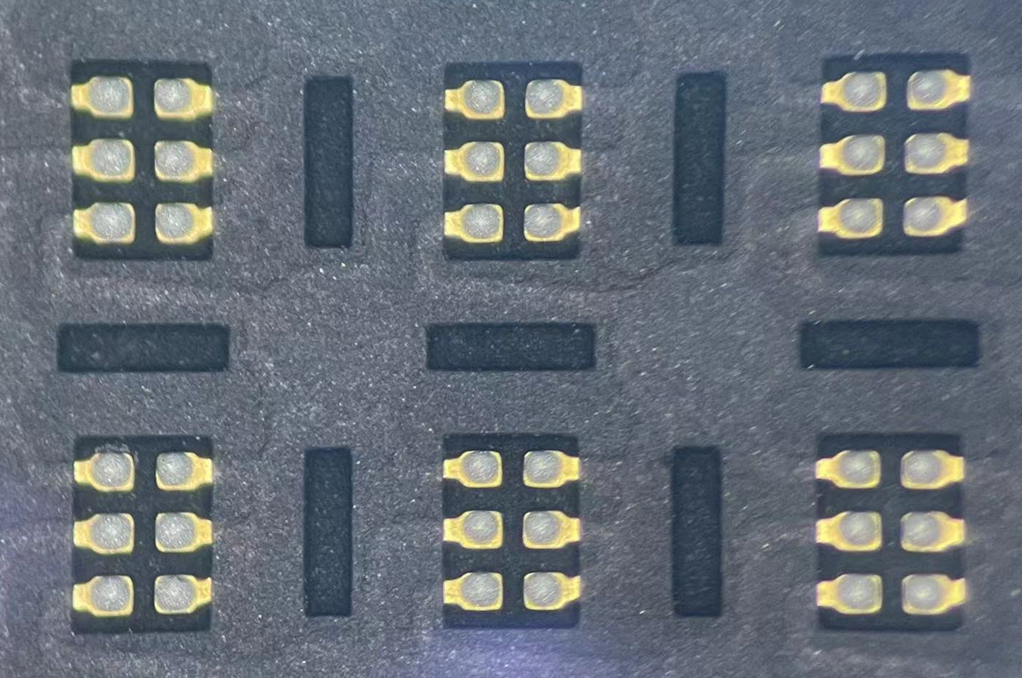
钢网与电路板之间的精确对准可确保焊膏准确地沉积在预定焊盘上。任何错位,即使是微小的错位,都会导致焊盘上出现焊桥或焊料不足。随着元件尺寸的减小和焊盘距离的增加,这种精度变得更加重要。
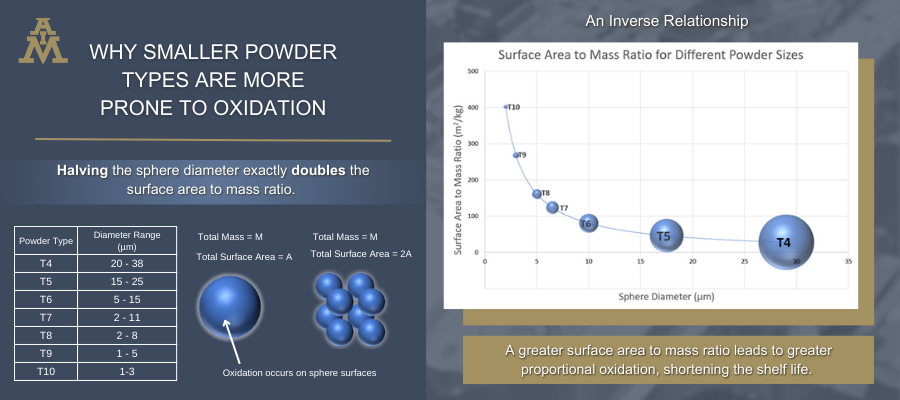
管理氧化
较细的颗粒具有较大的相对表面积,因此更容易氧化。下面的信息图显示了随着焊膏尺寸的减小,焊粉的总表面积会增加多少。在回流焊过程中,通常需要而不仅仅是建议使用氮气来尽量减少氧化。
处理和储存
超细焊膏的保质期较短,因此需要严格的库存管理和应用先进先出(FIFO)原则。超细焊膏的粘度往往也更高,需要更细致的混合和应用技术来保持一致性。
回流焊曲线测试
回流剖析因此,在回流焊过程中仔细控制温度曲线的过程必须一丝不苟。即使是微小的偏差也会导致焊点缺陷,尤其是在处理如此小尺寸的元件时。监控和调整回流曲线,以适应焊膏的具体特性,同时考虑助焊剂活性和热行为等因素。
结论
了解和掌握超小型焊接不仅仅是一项技术要求,更是保持竞争力的战略需要。随着设备不断缩小,客户对性能和可靠性的要求不断提高,出错的余地也越来越小。
通过我们的工艺工程师、冶金学家和化学家的集体专业知识,我们不仅观察到了这些行业变化,而且还在积极推动这些变化。联系我们 技术支持工程师 如果您在实施超细焊膏工艺方面需要帮助,请立即联系我们。