

如果你曾经看过 焊剂 如果您的电脑上有一个标签,并感觉自己在试图破译一个密码,那么您并不孤单。一串串字母和数字,如 ROL0、ORM1 或 REL1,乍一看似乎很神秘。但这些分类并不只是随机的;它们是一种标准化的方式,用于传达有关助焊剂化学性质、活性水平和可靠性的关键信息。
了解助焊剂分类有助于您做出明智的决定,选择最适合您应用的助焊剂,无论您是在组装高可靠性的电子产品,还是在使用免清洗配方以简化加工过程。在本篇文章中,我们将对这些分类背后的系统进行分析,以便您可以自信地选择适合工作的助焊剂。

解码 J-STD-004
负责四字符通量代码的组织是 印制电路协会,或 IPC.他们还喜欢给自己的标准文件起代号,IPC 的 J-STD-004 概述了这一焊剂分类系统。在接下来的章节中,我们将讨论代码的每个部分,并概述不同的名称对助焊剂选择的意义。
前两个字符通量构成
前两个字符根据助焊剂的成分(松香、树脂、有机或无机)进行分类。助焊剂的成分对焊接性能有很大影响,会影响润湿行为、焊点完整性和焊后清洁的需要。
松香流量 (RO)
- 成分松香助焊剂源自松树汁液,是一种天然物质。它在室温下呈惰性,在高温下呈酸性,冷却后则不呈酸性。由于它是一种植物产品,因此可能比其同类产品树脂受更多自然因素的影响*。
- 功能松香助焊剂的作用是去除金属表面的氧化物,增强润湿过程。松香助焊剂性质温和,焊接后只需极少的清洗,甚至无需清洗,具体取决于特定的配方和应用。
树脂流量 (RE)
- 组成:树脂助焊剂要么是改性松香,要么是完全合成的材料。
- 功能:与松香助焊剂类似,树脂助焊剂有助于去除氧化物并改善焊接工艺。树脂助焊剂的配方可提供不同程度的活性和残留物清洁度,以满足不同的生产需求。
* 请注意,有些助焊剂同时含有松香和树脂,其名称取决于它们含有更多的哪种物质。
有机助熔剂 (OR)
- 组成:有机助焊剂由有机酸或其他有机化合物组成。它们以清洁能力强而著称,通常可溶于水。
- 功能:这些助焊剂可去除金属表面的氧化物和污染物,确保极佳的润湿性。由于这些助焊剂通常在达到高温后才会失活,因此通常需要在焊接后进行彻底清洗,以去除任何残留的活性和腐蚀性残留物。
无机通量 (IN)
- 成分:无机助焊剂含有无机酸或盐。这类助焊剂的腐蚀性最强,用于需要去除重氧化物的应用。
- 功能:无机助焊剂具有很强的活性,在准备焊接金属表面时非常有效。它们主要用于需要去除大量氧化物的特殊应用。焊接后的清洁对防止腐蚀和损坏组件至关重要。 IN 涨潮不用于电子组装。
第三个字符活动水平
助焊剂的活性水平会影响金属表面氧化物和杂质的清除,从而直接影响焊点的形成。助焊剂在 IPC 规定的测试(包括铜镜、表面绝缘电阻 (SIR) 和定量卤化物测试)中达到一定的范围,即可获得活性等级称号。(请注意,卤化物含量(将在下一节中讨论)并不能单独指定活性等级,因为许多其他添加剂也会产生影响)。
低活动通量 (L)
- 定义专为要求去除最少氧化物的应用而设计。除满足其他测试标准外,低活度助焊剂在指定为 L0 时,卤化物含量按重量计小于 0.05%,在指定为 L1 时,卤化物含量按重量计小于 0.5%。
- 影响:这些助焊剂通常用于表面已相对清洁的受控环境中。虽然它们能最大限度地降低损坏敏感元件的风险,但其温和的作用对于严重氧化的表面可能并不足够。
中等活动流量(M)
- 定义:中等活性助焊剂比低活性助焊剂更具腐蚀性,但仍能限制腐蚀或损坏的风险。除满足其他测试标准外,这些助焊剂在指定为 M0 时,卤化物含量按重量计小于 0.05%,在指定为 M1 时,卤化物含量按重量计介于 0.5 和 2.0% 之间。
- 影响:中等活性助焊剂是一般焊接用途的理想选择,可确保在中等氧化程度的表面上实现良好的润湿和粘合。它们在清洁效果和焊接后残留问题之间取得了平衡。
高活性通量 (H)
- 定义:这些助焊剂具有最高的清洁强度,能够去除金属表面大量的氧化物和污染物。除满足其他测试标准外,这些助焊剂在指定为 H0 时,卤化物含量按重量计小于 0.05%,在指定为 H1 时,卤化物含量按重量计大于 2.0%。
- 影响:高活性助焊剂对于涉及严重氧化金属或需要强烈清洁作用的高难度焊接应用至关重要。然而,它们的侵蚀性要求小心处理和彻底的焊后清洗,以防止腐蚀或残留相关问题。
第四个字符:卤化物含量
在助焊剂中添加卤化物是为了提高其活性水平,增强其清洁金属表面和促进润湿的能力。虽然卤化物有利于提高焊接性能,但根据助焊剂配方和应用要求,含有卤化物的残留物可能会导致腐蚀、电气故障或降低焊点的长期可靠性。
低卤素含量 (0)
在助焊剂代号中表示为 "0",按重量计卤化物含量低于 0.05% 的助焊剂被视为 "无卤 "助焊剂。这些助焊剂旨在最大限度地降低腐蚀风险,适用于需要清洁、可靠焊点而无需大量焊后清洗的应用。
卤化物的存在 (1)
在助焊剂代号中标注为 "1 "的助焊剂含有卤化物(按重量计高于 0.05%),用于增强其活性。卤化物可提高助焊剂去除氧化物的能力,但会增加助焊剂残留物离子污染的可能性。
关于卤化物与卤素的说明
卤化物是通常用作活化剂的离子化合物,通常与腐蚀有关。IPC 标准规定了卤化物含量的测试方法和阈值。非离子卤代化合物或卤素是环境法规的主题。欧洲环境标准 (EN-14582) 规定了卤素含量的测试方法和阈值。
您可能会遇到被描述为 "无卤 "或 "无卤素 "的产品,并怀疑它们的含义是否相同,其实不然。虽然它们听起来相似,也有一定的联系,但这两种物质的测试方法和测试目的完全不同。卤化物含量是通过对散装助焊剂产品进行离子色谱法测量,并对助焊剂的焊接和可靠性特性进行评估。卤素含量是通过对焊接后的助焊剂残留物进行氧弹测试来测量的,属于环境/健康和安全考虑因素。
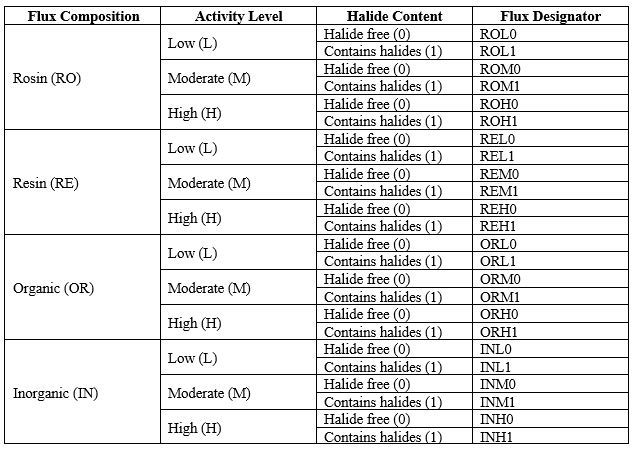
下表汇总了可能的通量指定的完整列表。
IPC J-STD-004/A vs IPC J-STD-004B/C/D
在 IPC J-STD-004 和其后续版本 IPC J-STD-004B/C/D 之间,活动水平和卤化物含量指定的测试标准发生了一些变化。最显著的变化是 SIR 测试,对测试环境、电气偏置和采样频率进行了更新。另一个主要变化是取消了定性卤化物测试。
其结果是,一些根据 J-STD-004 被指定为 L0 的助焊剂现在符合 J-STD-004B 的 L1 标准。事实上,标为 L1 的较新助焊剂可能比标为 L0 的较旧助焊剂通过了更严格的要求。
因此,了解助焊剂是根据 J-STD 的哪个版本进行分类非常重要,如果助焊剂在较新的标准下具有该名称,则值得考虑使用 L1 助焊剂。
目前的标准是 IPC J-STD-004D。该标准中的测试要求与 IPC J-STD-004B 基本相同,但新标准提供了额外的可选 SIR 测试规范。
结论
在 AIM,我们深知选择正确的助焊剂与选择正确的焊料合金同样重要。因此,我们提供一系列助焊剂配方,旨在满足现代电子制造的各种需求。如果您对哪种助焊剂最适合您的应用有任何疑问,我们的团队随时准备为您提供帮助。
还有问题? 联系我们-我们很乐意帮助您找到最适合您工艺的助焊剂。

