Picking the right tool to prevent electrochemical contaimination at the rework bench.
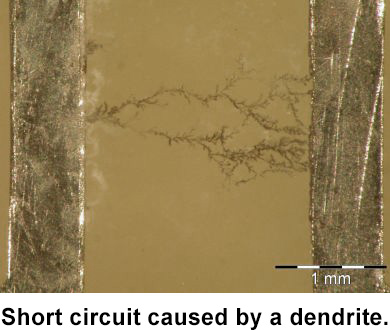
A half-dozen versions of the same scenario occurred in the past month, all having to do with materials and processes used in post-op/rework applications. This step of the production process often escapes the attention of engineers because there’s no cool machinery or any real engineering that takes place. Most hand-solder operators are highly proficient and have developed techniques that get the job done, which can lull a supervisor or production manager into a false sense of security. Electrochemical contamination doesn’t normally appear until it has become a dreaded field failure. In fact, if the issue is contamination/corrosion/leakage-related, the first place I look is the rework bench, and eight times out of 10 that’s where the trouble spots lie.
Manual soldering applications have different requirements than upstream processes, and it’s worth detailing these differences to understand the importance of materials selection and proper usage.
Wire solder seems the logical starting point. Wire solder flux core usually consists of a high percentage of resin/rosin and is a solid at room temperature. Cored wire flux is engineered to work a particular way. The flux is solid, but has a lower melting temperature than the alloy that envelops it. As the tip of the soldering iron and wire meet, the flux liquefies and spreads out over the work piece. The solder then liquefies and chases the heat and the flux, and in a few seconds a solder joint is formed. Since the flux core needs to be heated to evacuate the wire core, there is a very low risk unactivated flux can be transferred to the work piece. The process and materials simply make it too difficult. That the flux also contains a high percentage of resin/rosin relative to the volume of residue also contributes a measure of safety.
When asked to perform an audit of benchtop materials, the first thing I advise is to remove all flux bottles from the benches. This is invariably met with protest from the operators, and understandably so. Using liquid flux does two things that aid the operator in soldering: 1) more activator facilitates wetting, and 2) the liquid creates a thermal bridge between the iron tip and the area to be soldered and transfers heat from the tip to the work piece. Both attributes improve soldering performance and speed, so it is easy to understand why liquid flux is desirable.
• Here’s the issue:
Many no-clean liquid fluxes require exposure to heat to render them inert. If they are designed for use in a full wave solder application, this is usually ensured. In a rework or point-to-point selective soldering application, however, the localized heat source may be insufficient to decompose the flux activators, and they will remain active, posing a reliability risk. Even the most precisely applied liquid flux can spread 1 to 2mm beyond the application site and into and under components, thus shielding them from any heat exposure at all. The liquid flux used in benchtop squeeze bottles is often procured from the same fireproof cabinet as the flux used in wave and selective soldering operations. If this is the case in your facility, stop that practice today. Flux suppliers develop application-specific formulas with performance attributes for the intended application. A liquid or paste flux designed for rework that does not require heat to be classified as no-clean should be used if external flux is required. Better yet, use only the flux core found in the wire solder. Operators should be trained to understand that the application of excess or improper flux will jeopardize the reliability of their work.
The presence of flux residue is an aesthetic concern, even if the wire and flux materials used are proven safe and compatible. This is particularly true for the EMS provider, as residue is (often incorrectly) perceived as a measure of PCB quality. On a typical benchtop, usually next to the flux bottle, is a similar-looking bottle of isopropyl alcohol (IPA) used to mop up the resulting flux residue. This is another hot zone for electrochemical contamination. IPA is a poor solvent for post-solder residues and should never be used in this setting.
• Here’s why:
Flux residues are tested as a system per IPC J-STD-004/A/B. Once flux residues are exposed to IPA, they are no longer the material originally tested. The electrochemical properties of the resulting partially cleaned residue cannot be attested to. Even worse, they may have combined with other ionic species liberated by the IPA, and the residue now is an undefined third product. Further, the swabs, wipes and brushes used to clean the board are prone to cross-contamination, making cleaning no-cleans a riskier proposition than might be expected. Studies have shown that partially cleaned, no-clean fluxes have a lower resistivity value than fluxes left unaltered. If you must spot-clean flux, consult with your flux manufacturer for cleaning chemistry recommendations. Solvents engineered for the specific task of flux removal may have a higher upfront cost, but are a more effective and safer alternative to the marginally effective IPA.
The right tool used incorrectly can cause more damage than using the wrong tool. A PCB manufactured in a no-clean process is only as clean as the dirtiest step. If you are not cleaning, be sure the materials are carefully selected and are being used correctly.
Written By Tim O’Neill, Technical Marketing Manager
Published in CIRCUITS ASSEMBLY
Download:



