Stencil printing is efficient and effective, but it is not without its limitations.
Stencil printing is an efficient and effective way of applying millions of well-controlled solder paste deposits, but it is not without its limitations. Many packages, such as area array and bottom termination components, keep getting smaller, while connectors, shields and other big components remain the same size, or grow even larger. Pushing the limits of stencil printing on either or both ends of the printable size spectrum can present considerable challenges for PCB assemblers.
One way to conquer these challenges is to dispense solder paste. Dispensing is an attractive option because it allows for infinite flexibility - it can produce both very small deposits or large deposits and it is fully compatible with the existing SMT process and materials. In fact, many printable solder pastes have dispensable versions that use the same flux to ensure reliability.
The obvious drawback of dispensing is cycle time. In the handful of seconds required to produce thousands of deposits with a single stroke of the squeegee, even the fastest dispensers can only deliver a fraction of that throughput. However, when substrate or component configuration and solder paste volume requirements do not allow for stencil printing, dispensing solder paste may be the best option, either by itself or in addition to printing. Some stencil printer models even have internal paste (and adhesive) dispensers as an option, as seen in Figure 1.

FIGURE 1. Solder paste dispenser mounted inside stencil printer.
Table 1 summarizes the three main classes of dispensing equipment used for solder paste deposition.
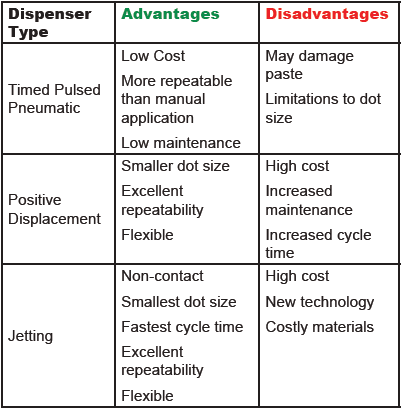
TABLE 1. Dispensing Equipment Types.
Regardless of dispensing technology, the common issue shared among all is that dispensing solder paste becomes significantly more challenging as the required deposit size decreases.
For example, a 25 gauge needle has an inner diameter of 10mils, or 0.25mm and a length of 0.25” or 6.35mm. If we were to treat that tip as a stencil aperture and calculate its area ratio, it would be 0.10 - considered impossible on a stencil by a factor of five! Without the pressure of the dispenser and finer solder particles in the paste, nothing would get deposited onto the PCB. Figure 2 shows a typical 25 gauge needle producing a 15mil, or 0.375mm deposit with Type 6 solder paste.
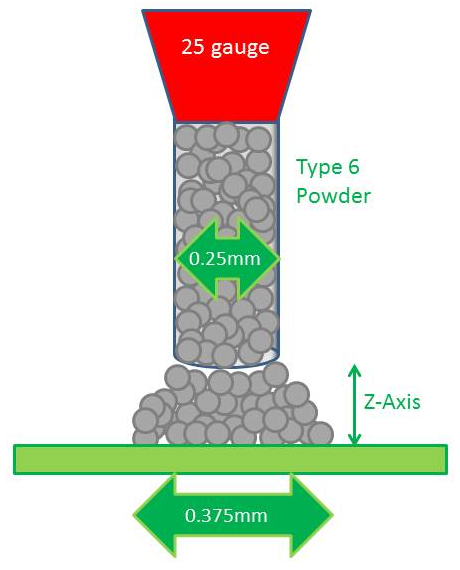
FIGURE 2. 25 gauge needle dispensing Type 6 solder paste.
The solder paste being dispensed consists of two primary ingredients: solder alloy powder and flux medium. Because solder and flux densities are so different, keeping the suspension homogenous during dispensing is challenging. Additionally, as solder powder is particulate material, increasing the probability that dispensers will occasionally clog. To avoid separation or clogging with timed pulse pneumatic and positive displacement dispensers, several key factors should be carefully considered:
- Use the shortest tip length possible
- Keep air pressure as low as possible; <40psi (2.75bar) for timed pulse dispensing and for <10psi (0.7 bar) positive displacement, and do not cycle the air pressure on/off.
- Control the Z-axis height relative to the substrate, this is critical for dot-to-dot size repeatability and reproducibility.
- Store solder paste under refrigeration, tip down, before use. If warmed to ambient temperature, do not re-refrigerate.
- Once paste has begun clogging the dispense tip, it should be scrapped.
In addition to these guidelines, powder mesh size and metal percentage must be considered. Both must be decreased as tip ID decreases to facilitate ultra-fine pitch dispensing. These modifications can potentially cause reflow and performance issues as detailed in our earlier article "Solder Paste Powder: When to Downsize".
Solder paste jetting is a relatively new technology that has been gaining in popularity. Jetting provides the assembler with the ultimate flexibility for the solder deposit as both the location and the volume of the paste deposit can be adjusted easily. Plus, it can eliminate the use and expense of stencils altogether. The latest jetting technology has not quite matched the speed of printing, but has narrowed the gap considerably in comparison to its predecessors. For high mix/low volume or prototype manufacturers, it is a technology worth investigating.

FIGURE 3. Jet dispenser on SPI system touches up insufficient paste deposits and then re-inspects to assure proper volume.
Additionally, paste jetting valves are now being fitted to solder paste inspection equipment to provide assemblers with a ”no-touch” corrective method for addressing insufficient paste deposits identified by the SPI system (figure 3). Paste can also be jetted onto PCB features requiring additional solder paste, potentially eliminating the need for stepped stencils, expensive preforms, or unconventional print techniques. There are several technologies used in paste jetting, including piezo and pneumatic actuators.
Solder pastes used in jetting pumps are specially designed for these applications and require ultra-fine solder powders. It is imperative that the assembler work with their materials and equipment suppliers to ensure robust jetting and soldering performance.
When it comes to solder paste deposition, stencil printing is almost always the first choice because it is the industry standard. Material availability and a vast resource and knowledge base within the technical community also make it printing the preferred option. But when printing alone cannot supply small enough or large enough amounts of solder paste, dispensing is often the key to success. Dispensing is not always a simple solution, however, successful dispensing can be more challenging than printing due to the inherent properties of solder paste. Understanding the process, and making careful equipment and material selections that include inputs from both suppliers will deliver the best results from startup through production.
Who knew that making little dots could be such a big deal!
Written By Tim O’Neill, Technical Marketing Manager
Download:



